





El Área de Aftermarket es responsable de ofrecer servicio de venta de repuestos, reparación o mantenimiento de equipos para construcción, por lo que muchos de los colabores trabajan como Técnicos en la intervención de equipos o componentes, lo que requiere el manejo mecánico de estos y las partes que lo componen, por ello es importante asegurar primeramente la seguridad, evitando lesiones o posibles accidentes en el lugar donde estos laboran. El entender y practicar el principio de las 5S es el medio para llegar a un ambiente de trabajo seguro. Este planteamiento es también aplicable al trabajo en oficinas las cuales con documentos, información u objetos organizados facilitan el flujo de trabajo ya que no se genera pérdida de tiempo en la búsqueda de estos.
Al evaluar el porcentaje de Accidentalidad en dos meses de estudio, se encuentra la siguiente distribución en las variables de la Metodología de Mano Preventiva que actualmente maneja el área SSOMA de la Compañía.
Variables Mano Preventiva
A. Ambiente de Trabajo
B. Herramientas y equipos
C. Instructivos formales
D. Personas competentes
E. Visibilidad de los riesgos
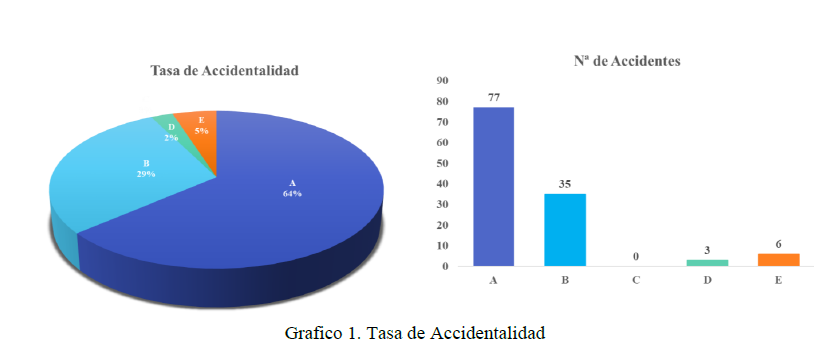
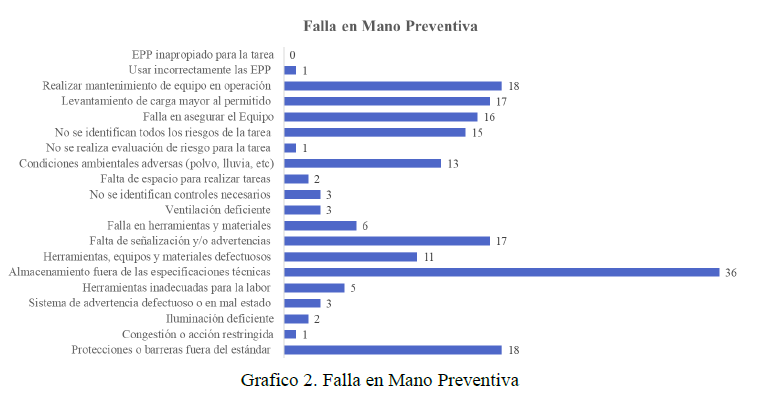
Como puede observarse el mayor número de accidentes se presenta en fallas de ambiente de trabajo con un 64% en su tasa de accidentalidad, al entrar al detalle dentro de sus categorías encontramos que el almacenamiento fuera de las especificaciones técnicas es uno de los que mayor impacto genera dentro del reporte de actos y condiciones inseguras, tal y como puede verse en la gráfica.
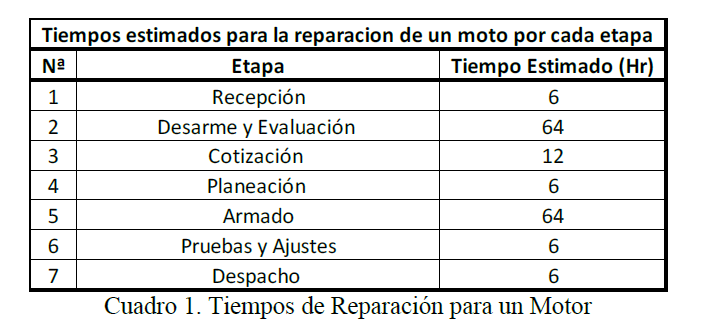
Ahora si miramos los tiempos de productividad o tiempos de ejecución de un proceso de reparación de un motor. se tiene que para cada etapa:
También se observó el impacto generado por el desperdicio de papel que se produce en las oficinas del área, el número de papel reciclado por mes con su porcentaje de reutilización.
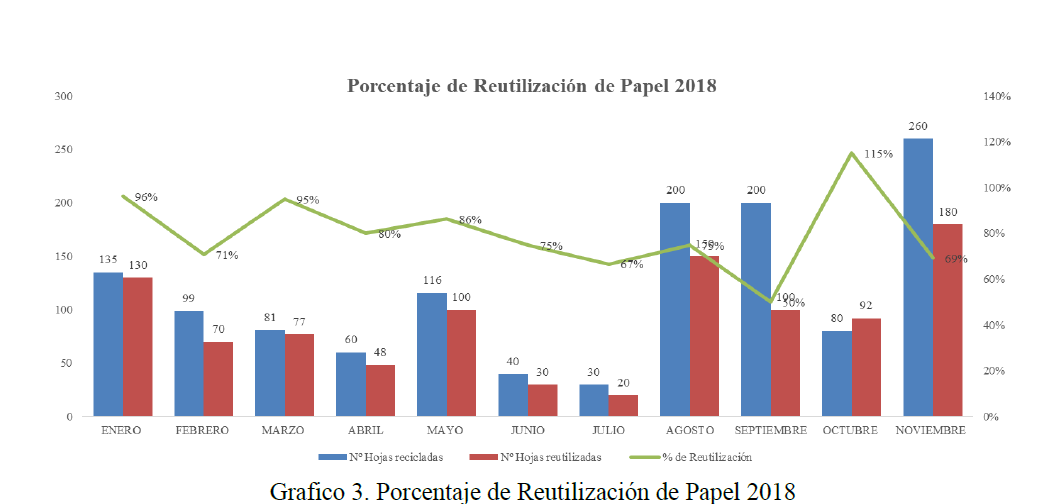
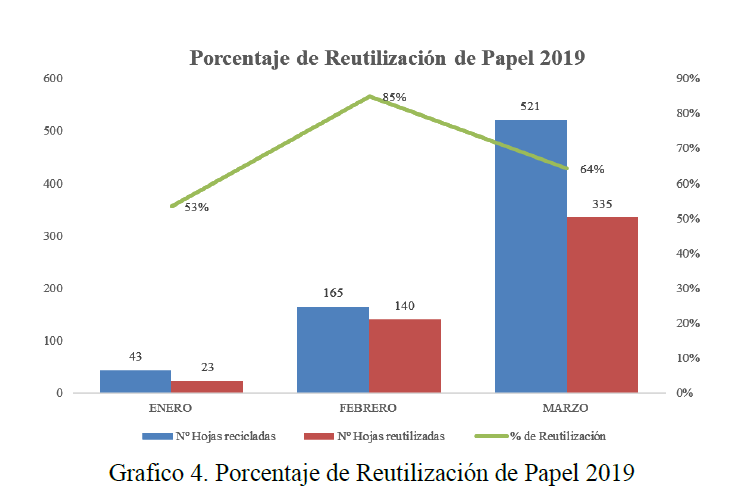
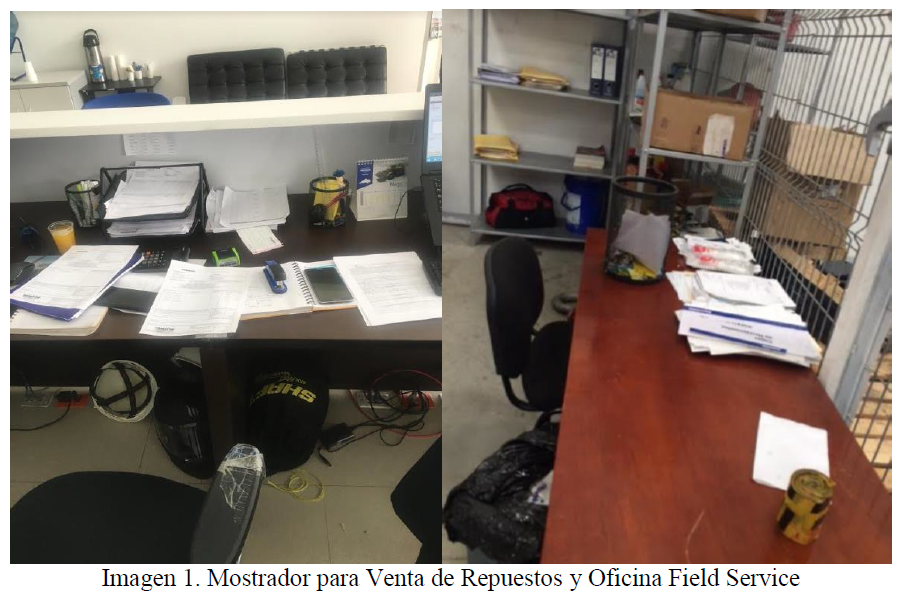
Tal y como muestra la gráfica el 80% de estas hojas recicladas son reutilizadas, pero la mayoría de estas son resultantes de doble impresión por parte del trabajador al no encontrar el documento inicial debido a la falta de orden en sus escritorios, tal y como se observa en la imagen.
Teniendo en cuenta lo anterior, el área de Aftermarket, propuso dentro de sus objetivos organizacionales integrar acciones de la Metodología 5S , con el objetivo de enfocarse en sus puntos de interés siendo estos el aumento en la seguridad y productividad de sus colaboradores, y eliminación de agentes contaminantes que puedan afectar el medio ambiente, así mimo busca concientizar y preparar al personal en asumir mayores responsabilidades en la gestión de su puesto de trabajo y así promover el hábito de auto controlar o reflexionar sobre el mantener lo que realmente es necesario para el trabajo rutinario y así eliminar lo excesivo.
Esta Metodología integrada por 5S se basa en el trabajo en equipo, permitiendo involucrar a los trabajadores en el proceso de mejora continua, desde el conocimiento de su puesto de trabajo.
Para llevar a cabo la implementación de 5S en el Área de Aftermarket, se parte del ciclo PHVA (Planear, Hacer, Verificar y Actuar) mediante los siguientes pasos:
1. Planificación:
1.1 Planificación de la Estrategia de Implementación: Se hizo la selección de un responsable de 5S encargado de implementar todo el sistema en el área y un responsable de documentar, llevar control y seguimiento de su implantación.
Responsable del Sistema 5S Aftermarket
Francisco Gómez Arango
Jefe Nacional de Repuestos y Servicios (E)
Responsable del Sistema 5S en Taller
Carlos Ospina
Jefe de Servicios
Responsable de Documentar, controlar y hacer seguimiento del Sistema 5S
Mónica Rincón Cepeda
Analista SSOMA
1.2 Educar e informar: Se realizó la socialización a los involucrados sobre que son y porque son esenciales las 5S, así mismo se definió los resultados esperados para oficinas y taller del área.

2. Hacer:
2.1 Seiri- Clasificar: En esta fase se identificaron y separaron los elementos necesarios de los innecesarios en cada puesto de trabajo (taller y oficinas), teniendo en cuenta que aquellos considerados como innecesarios eran aquellos documentos o materiales que no eran utilizados, es decir aquellos que no requeridos para ejecutar la labor o aquellos que se encontraban en mal estado, deteriorados, obsoletos o que se tenían en mayor cantidad de lo necesario. La aplicación de esta permitió preparar tanto oficinas como taller para un ambiente seguro y productivo, dejando en ellos solo aquellos elementos necesarios para realizar las tareas. El impacto de esta fase está relacionado con la seguridad ya que al eliminar los elementos innecesarios se buscaba disminuir la tensión en el ambiente de trabajo y ampliar la visión de las áreas de trabajo.
Se tuvo en cuenta tres grupos de clasificación:
1. Necesarios de uso constante o forzoso
2. Necesario de uso ocasional
3. Innecesarios
2.2 Seiton – Ordenar: Una vez eliminado lo excesivo se estableció la forma en la que deben ser ubicados los elementos que han sido clasificados como necesarios y de uso frecuente, de modo que puedan ser encontrados y visualizados fácilmente, así eliminar tiempos de búsqueda y facilitar el retorno de estos una vez utilizados.
La organización de los elementos clasificados como necesarios, permite que estos sean encontrados con facilidad no solo por quien ocupa ese lugar de trabajo, sino por cualquier otra persona en el entorno laboral. Con esto se busca llegar a una reducción en los tiempos destinados en la búsqueda de elementos, herramientas o materiales de trabajo, así mismo se promueve la cultura de orden en la compañía, es por ello que esta S habla de tener un lugar para cada cosa y que cada cosa este en su lugar debidamente identificada.
2.3 Seiso – Limpiar: Se fijaron tareas de limpieza periódica o trabajo creativo de identificación de fuentes de suciedad y contaminación buscando que las zonas del área de Aftermarket queden despejadas y que solo se cuente con los elementos necesarios para realizar las tareas, ya que el mantener las Oficinas y Taller limpios creara un ambiente que garantice la ejecución de tareas de buena calidad y bajo un ambiente de trabajo agradable. Fue importante realizar inspecciones durante el proceso de limpieza con el fin de identificar posibles problemas, escapes, fallo o averías que puedan estar afectando el flujo normal de trabajo.
2.4 Seiketsu – Estandarizar: Una vez establecida la mejor forma de hacer las cosas, esta fue fijada para que los trabajadores implicados de ahora en adelante siga el proceso. La implementación de estos estándares será auditada para verificar el cumplimiento de los mismos y así crear el hábito de conservar todo impecable. Se observarán los hábitos adquiridos en la implementación a fin de crear estándares de limpieza e inspección y así realizar acciones de autocontrol periódicas y permanentes. Para realizar un buen estándar se definirán zonas de ubicación de cada elemento (según su clasificación), se identificarán según su frecuencia de uso. A fin de garantizar que todo se mantenga en perfectas condiciones, estos estándares tales como procesos, procedimientos, controles visuales, demarcación de áreas específicas, entre otros, los cuales serán documentados y están ubicados en lugares visibles (en el caso del taller) y serán de fácil entendimiento para el todo el equipo
2.5 Shitsuke – Mantener: En esta etapa se consolidará la nueva forma de trabajar bajo metodología 5S y se visualizara el cumplimiento del ciclo PHVA el cual se resume en que “dado que nada es perfecto, siempre queda margen para mejorar” por lo que se harán evaluaciones periódicamente verificando el estado actual de cada proceso y así encontrar posibles deficiencias y áreas de mejora en donde se puede optimizar las actividades para conseguir mejores resultados, al realizar las auditorias se pretende crear el hábito de mantener el estado de los puestos de trabajo en óptimas condiciones, corrección de las desviaciones bajo los estándares establecidos en el punto anterior y otorgando incentivos de felicitaciones a quienes mantengan esos estándares.
3. Verificar:
3.1 Mejora continua de la Metodología 5S: Se analizará el impacto de las 5S en el área, observando el antes y después de su implementación, verificando el cumplimiento de los objetivos planteados.
4. Actuar:
4.1 Hacer de las 5S un hábito que pueda ser transferido a otras áreas: Se deberá comparar el desempeño actual de cada uno de los involucrados del área con los objetivos planteados y así asegurar el cumplimiento de los procesos y procedimientos 5S.
Al implementar la Metodología 5S en el área de Aftermarket se espera tener beneficios clasificados de la siguiente forma:
Área de trabajo:
- Liberación y aprovechamiento del espacio
- Aumento en la satisfacción por condiciones ambientales
- Mejora en imagen ante los clientes
- Aumento en el compromiso y responsabilidad del área
- Ampliación en el conocimiento del puesto de trabajo
Motivación e implicación de los trabajadores
- Generar respeto por los activos o herramientas asignados por la compañía.
- Fomentar trabajo colaborativo
- Conciencia en la mejora continua
- Aumento en la tranquilidad laboral y disminución del estrés
- Aumento en clima laboral
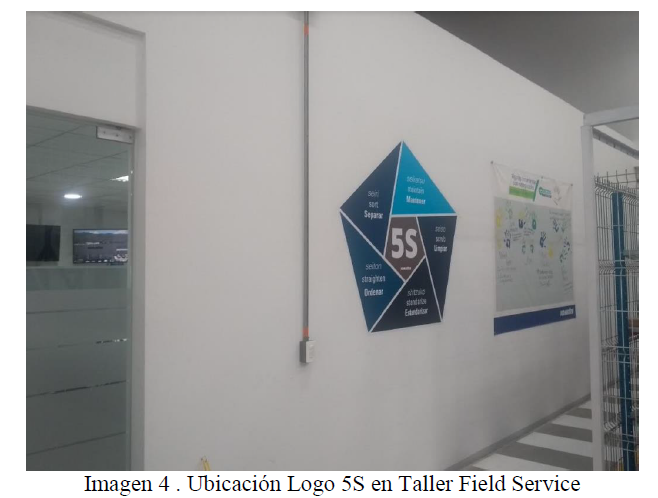
Con el fin de que esta Metodología se convirtiera en una Filosofía de trabajo para los colaboradores del área, se ubicó el Logo 5S en una de las paredes visibles en zona de taller.

- Identificación de desperdicios y/o agentes contaminantes
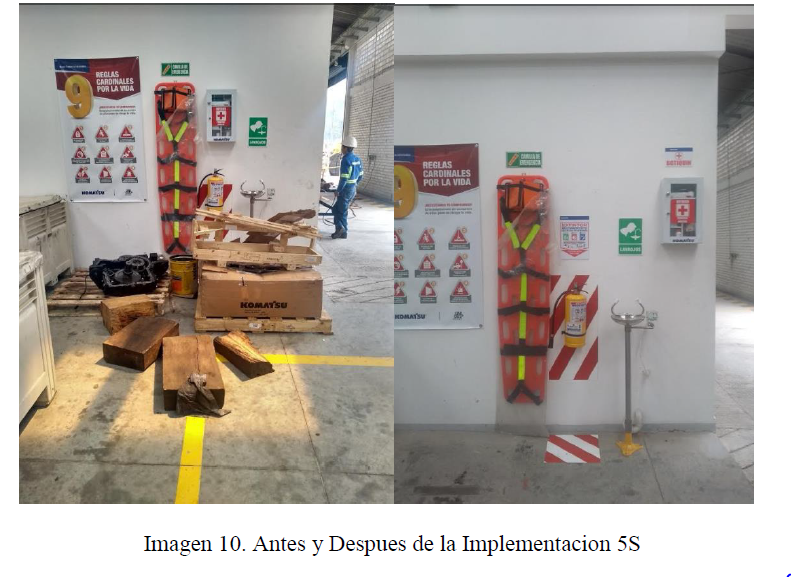
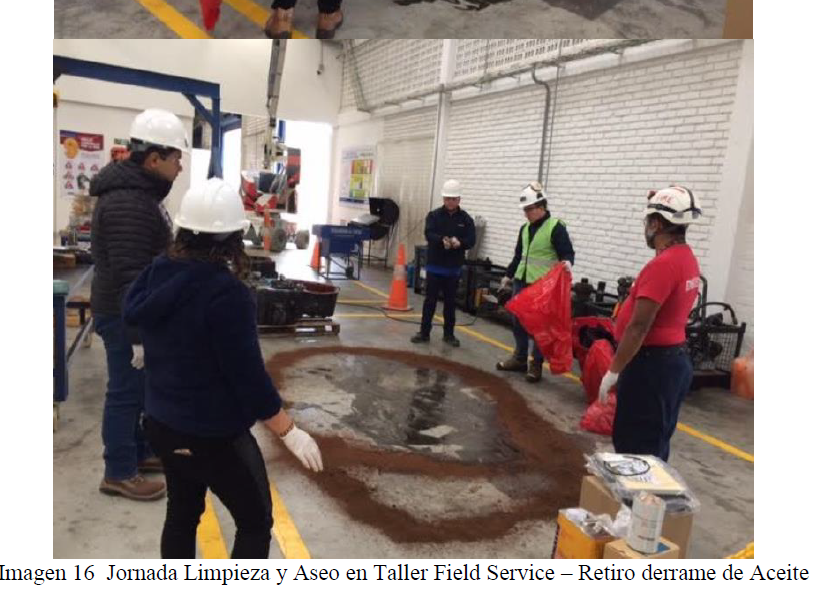
Como se mencionó anteriormente uno de los puntos principales a tratar en la implementación fue el de identificar y eliminar desperdicios y/o agentes contaminantes que afectaran la salud del trabajar, las actividades correspondientes a su labor y al medio ambiente o entorno en el que las desarrolla. Debido a la falta de orden tanto en oficinas como en taller, se pudo encontrar desperdicio en papel (recursos), derrame de aceite en zonas del taller, componentes de equipos sin empapelar corriendo el riego de que dentro de estos cayera alguna partícula (como polvo) que pudiese afectar el normal funcionamiento de este y del equipo en el que opera, tal y como se muestra en las siguientes imágenes:

- Indicadores
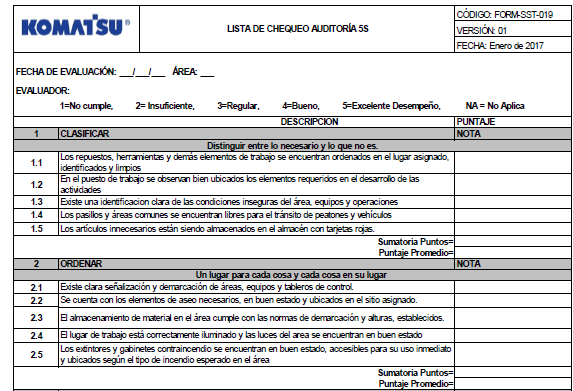
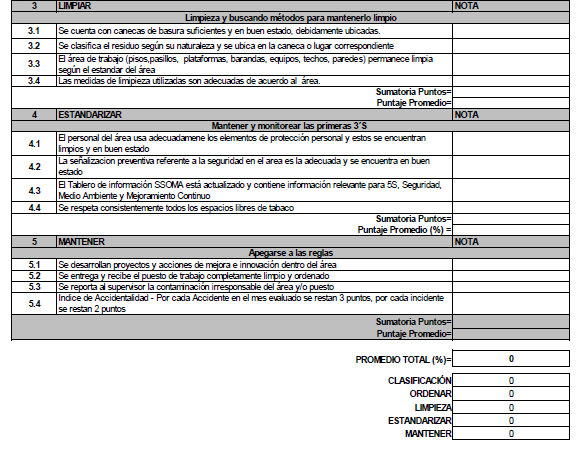
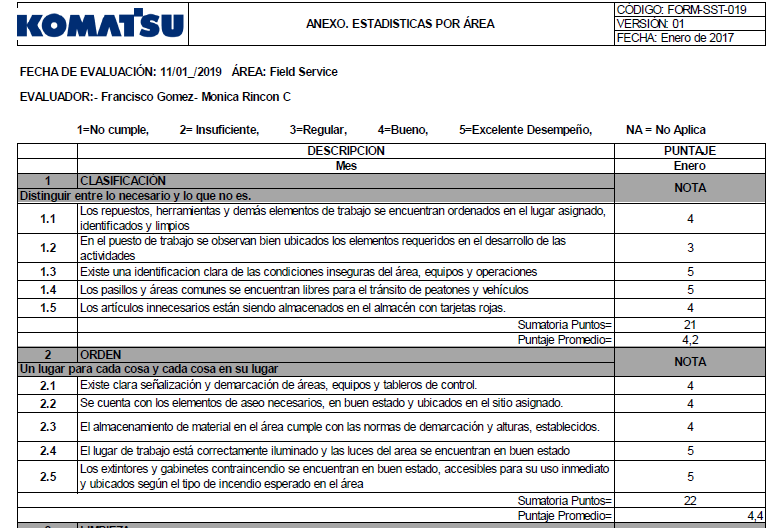
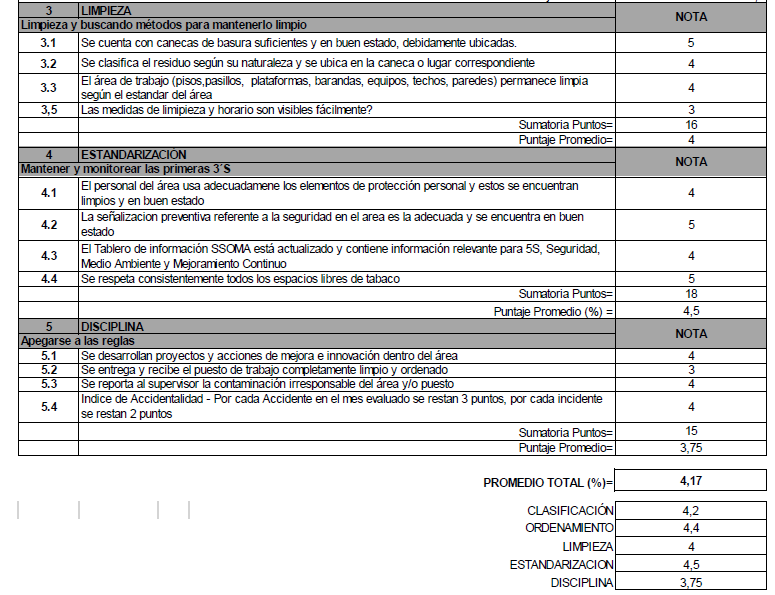
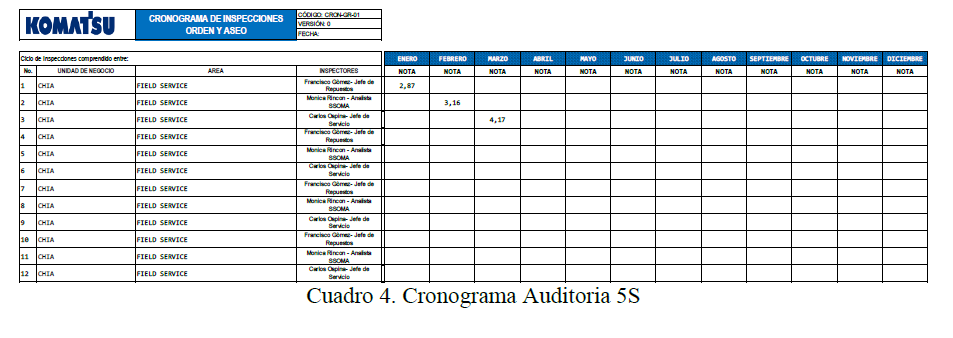
Para poder identificar el estado de 5S en el que se encontraba el área antes de aplicar cada S y realizar la medición de cuanto se va a mejorar se hizo mediante el Check List 5S (ver anexo 1. FORM_SST_019) en la inspección de taller y oficinas del Área, con dos fechas de auditoria en mes de enero y febrero, teniendo como resultado lo siguiente (ver anexo 2. Check List 5S Field Service Enero – Febrero)
Anexo 1. FORM-SST-019 Lista de Chequeo 5S V01
Anexo 2. Check list 5s field service Enero – Febrero
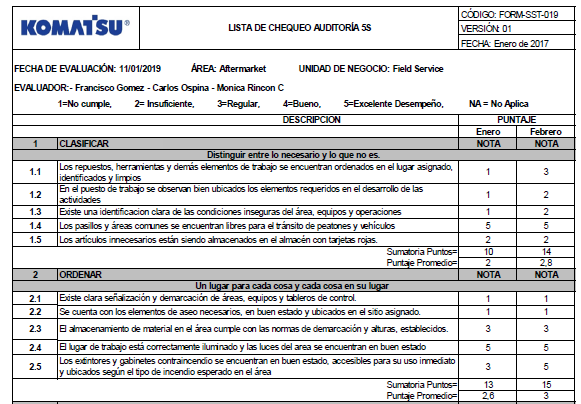
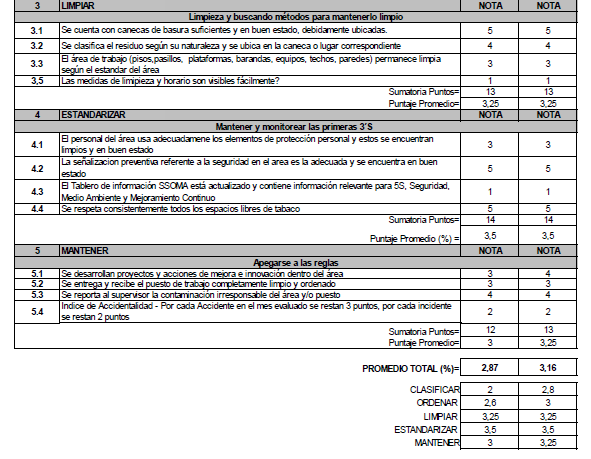
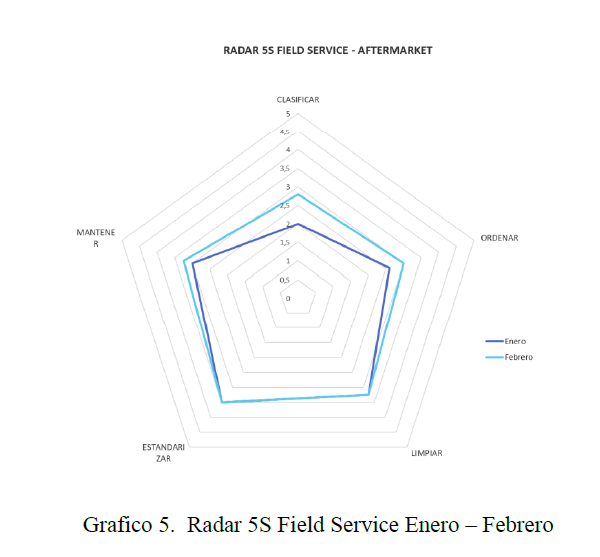
Al realizar la inspección en el área y evaluar el estado 5S, se pudo observar que el puntaje más bajo en esos dos meses corresponde a Clasificar siendo esta la más importante ya de ella depende el éxito de las otras, por otro lado, el Radar 5S muestra que tan lejos se está de la meta, este grafico permite visualizar en cada ratio y de forma conjunta las 5S de la Metodología, nos permite detectar que aspectos requieren mayor atención ya que si la gráfica estuviese en un buen nivel de equilibrio, esta tendría que estar lo más cercano a la circunferencia.
Al graficar los resultados obtenidos, se obtuvo un Nivel 5S de 2,87 en enero y 3,16 en febrero, tal y como lo muestra la siguiente gráfica.
- Implementación Metodología 5S
A continuación, se detalla cada una de las actividades realizadas dentro del Área Aftermarket por cada S con el resultado obtenido mediante la implementación de esta metodología.
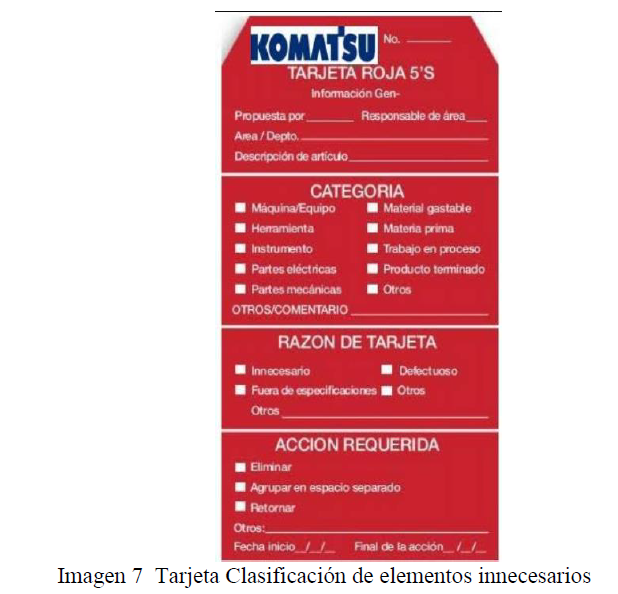
Seiri (Clasificar)
Se hizo la clasificación de aquellos elementos innecesarios para la labor, con el fin de eliminar aquellos innecesarios dentro del área de trabajo, estos serán identificados con tarjetas de color rojo, teniendo en cuenta los siguientes grupos:
1. Necesarios de uso constante o forzoso
2. Necesario de uso ocasional
3. Innecesarios


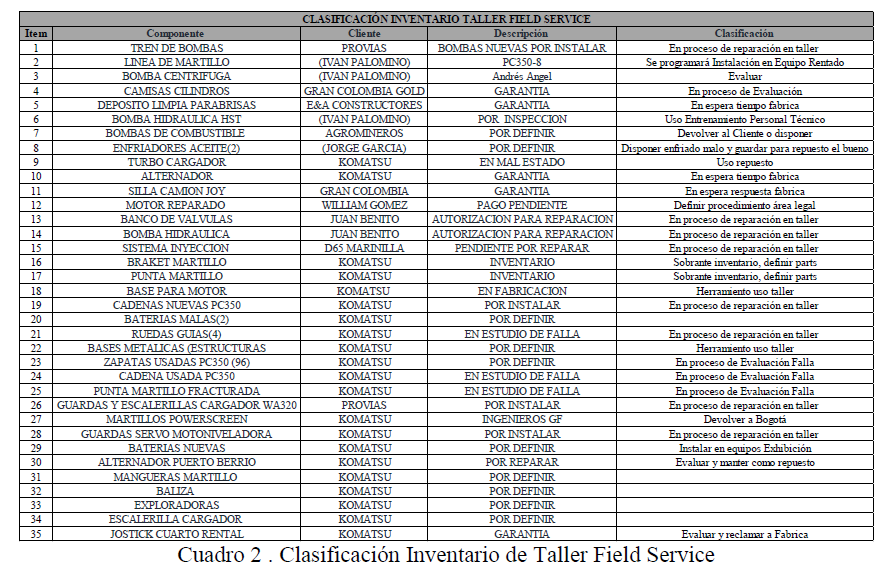
Se hizo la marcacion con tarjetas naranjas a aquellos componentes que estan en proceso de reparacion.
Clasificación de inventario en Taller Field Service

Seiton (Ordenar)
Una vez identificados los elementos necesarios, se ubicaron en el lugar donde estos deben estar de tal forma que puedan ser encontrados fácilmente y así mismo retornen una vez utilizados ya que orden significa estandarizar donde deben estar las cosas necesarias.
- Taller Field Service




Seiso (Limpiar)
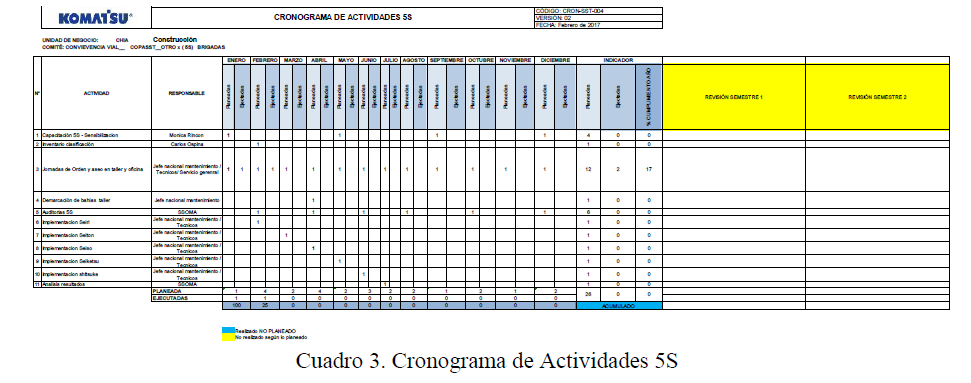
En esta etapa de la metodología, no solo se hicieron jornadas de limpieza para la obtención de resultados, sino que se generó un Cronograma de Actividades 5S en taller con el fin de mantener
las cosas limpias y ordenadas.
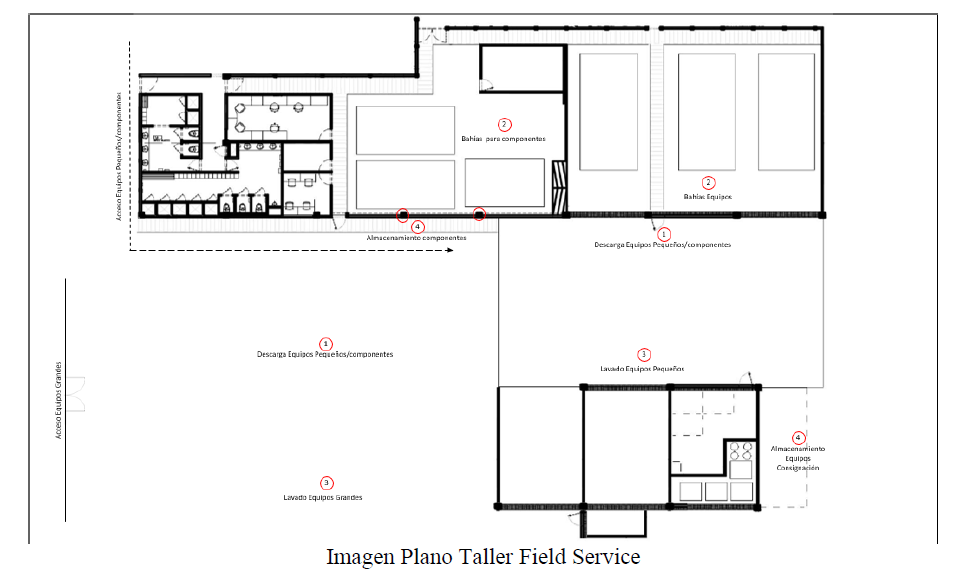
Dentro de esas jornadas de aseo y limpieza se despejo el área de lavado de equipo, zona importante para la realización de cualquier intervención de un Equipo/Componente, así mismo se asignó una zona de acopio para elementos utilizados para un servicio de reparación/mantenimiento y se asignó una zona de almacenaje y garantía.





Seiketsu (Estandarizar)
En esta etapa se buscó crear hábitos de limpieza y orden en los colaboradores del área, y así no perder lo alcanzado con las S anteriores y así mantener en óptimas condiciones cada espacio del área.
Para tener claridad en el cumplimiento de 5S se realizó la demarcación de los lugares asignados para cada cosa.
-plano taller
-señalización
Se eliminaron las canecas ubicadas en los escritorios del área y se asignaron puntos de reciclaje con canecas de color en las que se indican que debe almacenada en cada una.


Shitsuke (Mantener)
Siendo este el último paso de la implementación, se busca mantener el estándar en cumplimiento en 5S, para evaluar esto se realizó un cronograma de auditoria, así mismo se plantea una campaña de motivación 5S en la que se dará un incentivo a aquel con mejor registro en cumplimiento de orden y aseo, así mismo con el cumplimiento de reciclaje de papel ya que el objetivo es disminuir la generación de documentos, es decir se busca llegar a la mínima cantidad de papel asignado como reciclado.
Se evalúa nuevamente el estado 5S mediante la lista de chequeo y radar 5S para este mes de marzo, corroborando que efectivamente se tuvo un avance en cuanto orden y aseo del área (Ver anexo 3. Evaluación 5S – Mes de Marzo)
Anexo 3. Evaluación 5S – Mes de Marzo
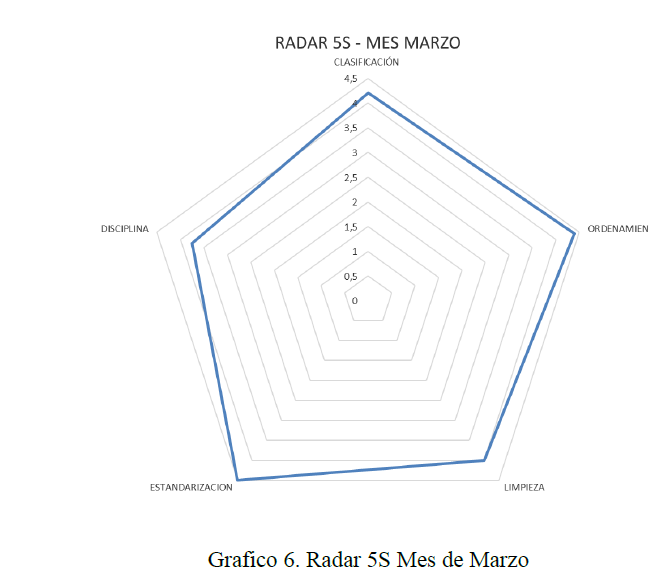

Tal y como se observa en la gráfica, gracias a la implementación de la metodología 5S se tuvo un aumento en orden y aseo del área.

- Al implementar la Metodología 5S en el área de Aftermarket, se pudo identificar y disminuir aquellos factores de inseguridad generados en los puestos de trabajo que impactaban los tiempos de productividad del trabajador, ejecución continua del proceso, a raíz de la falta de orden en sus lugares de trabajo tanto en oficinas como en taller.
- Se identificaron y eliminaron agentes contaminantes que daban paso a enfermedades en el trabajo e impactaban negativamente al medio ambiente y normal funcionamiento de Equipos, tales como componente expuestos al aire libre y polvo (los cuales se encontraban sin vinipelar).
- La implementación de 5S llevo a una concientización en los colaboradores en cuanto al llevar un flujo de trabajo no solo contante sino con estándares de orden y limpieza, impactando en un cambio de actitud y en los beneficios que se han obtenido durante la implementación, generando conciencia en el hábito de mantener su lugar de trabajo en óptimas condiciones.
Agradecemos la disposición y colaboración de todo el personal de Field Service y Repuestos en la implementación de la Metodología 5S y por brindarnos el espacio para la ejecución de cada una de las actividades
Cura, H. M. 2003. Las "cinco S": Una filosofía de trabajo, una filosofía de vida. (Consultado noviembre 2017)
- Lefcovich, M. 2008. Cinco S. Los cinco pilares de la fábrica visual. (Consultado enero 2017)
- Rajadell, M., Sánchez, J.L. 2010. Lean Manufacturing. La evidencia de una necesidad. (Consultado marzo 2017)
- Barcia, K. “Manual de Producción Esbelta”. ESPOL, Guayaquil, Ecuador.
- Rojas, J. “Manual de Mapeo de la Cadena de
Papers relacionados











