






Görnemann, Otto
Manager Machine Safety – Standards & regulations. SICK AGErwin Sick Str. 1. D-79183 Waldkirch. Germany+49 7681 202 5420 / otto.goernemann@sick.de
ABSTRACT
La ponencia expone las nociones generales y aplicación de la evaluación de riesgos en el campo de la seguridad de la maquinaria, así como las relaciones entre la evaluación y la reducción de los riesgos, especialmente la aplicación de la estimación de riesgos para evaluar la eficacia de la medida adaptada para reducir los riesgos. La ponencia explica el desarollo de las normas básicas internacionales EN-ISO 12100 y EN-ISO 14121 y su relación con documentos internacionales relativos a la seguridad de productos como la Guía ISO 51. La ponencia presenta un método de estimación de riesgos que al ser modular permite una amplia aplicación, ya sea en las estimaciones simples o en aquellas en las que es preciso o adecuado tener en cuenta parámetros más detallados y que ofrece una interconexión más específica y práctica con la Norma internacional para el diseño de mandos seguros EN-ISO 13849-1. La ponencia presenta también ejemplos prácticos de aplicación del método anteriormente presentado y su evaluación dentro de un estudio realizado por el Instituto canadiense de seguridad y sanidad laboral (IRSST)
Palabras clave
Seguridad en máquinas, Directivas, Normas de seguridad, Evaluación de riesgos, Estimación de riesgos, Reducción de riesgos, Dispositivos de protección, Mandosseguros
INTRODUCCIÓN
Desde la publicación de la primera Directiva de Maquinaria (89/392/CE) en Enero de 1992, la evaluación de riesgos se ha convertido en la base fundamental no solamente para el diseño de maquinaria y otros productos sino también para el planeamiento de nuevos entornos laborales o de su adecuación.
Los conceptos básicos de la evaluación de riesgos, desarollados larga e independientemente en varios paises fueron codificados por primera vez en la Norma Europea EN 1050 (Seguridad de las máquinas – Principios para la evaluación del riesgo) en 1996, que a su vez se basó en las primeras Normas para el diseño de maquinaria EN 292 -1/-2 (Seguridad de las máquinas – Conceptos básicos – Principios generales para el diseño) publicadas en 1991.
Lamentablemente en el entorno industrial estos conceptos no parecen todavía claros para aquellos que deberían aplicarlos y en muchas ocasiones la confusión llega hasta las organizaciones que velan por su realización ya sean compañias aseguradoras, autoridades a cargo de la seguridad laboral o hasta grupos de normalización. Muestras de ello son el bajo porcentaje de fabricantes e maquinaria que realizan una evaluación de riesgos, que ha llevado a la Comisión Europea a enfatizar su importancia en la última versión de la Directiva de Maquinaria (2006/42/CE) [1] o el uso erroneo de conceptos básicos en muchas normas específicas (Normas Tipo C).
Esta situación es debida, en parte, a que las normas citadas anteriormente debieron ser desarolladas en corto plazo, lo que llevo a multiples duplicidades e inconsistencias, que hasta se mantuvieron en las primeras versiones internacionales de dichas Normas (ISO 12100-1, ISO 12100-2, ISO 14121-1). Tras muchas controversias y varios años de trabajo intensivo se publico en 2010 la ISO 12100 (EN-ISO 12100) [2] como version única y consolidada de las tres Normas anteriores. La ponencia recapitula los conceptos generales de la evaluación de riesgos, mostrando su uso correcto y varios ejemplos de uso erroneo con sus respectivas consecuencias negatívas.
Con “SCRAM” la ponencia muestra un método de estimación de riesgos que se atiene a los requisitos de la norma ISO 12100 y que puede ser usado en todo tipo de aplicaciones en maquinaria. Debido a su modularidad el método permite desde una evalución sencilla considerando los parámetros de riesgo más simples, hasta la evaluación mas compleja que tome en cuenta un gran número de parametros. La ponencia también explica el uso del método para la evaluación de la efectividad de las medidas de reducción de riesgos aplicadas a la maquinaria en cuestión.
En la ponencia se muestra también la interconexión del método a sus resultados con la normativa que rige el diseño de las partes de los sistemas de mando relativas a la seguridad (mandos seguros) como la ISO 13849-1 [3], creando un “puente” que permite al usuario del método (fabricante o adecuador de maquinaria) seleccionar más facil y cuidadosamente la prestación requerida para una cierta función de seguridad.
Por último se presenta un interesante estudio comparativo de los métodos de estimación de riesgo actualmente en uso, realizado por el instituto canadiense de seguridad y sanidad laboral IRSST y el Laboratorio de seguridad y sanidad laboral der Reino Unido HSL que incluye también el metódo anteriormente presentado
EVALUACIÓN DE RIESGOS EN MAQUINARIA
El desarollo de la Normativa en evaluación de riesgos
En el campo de la seguridad de la maquinaria, la amplia introducción de la evaluación de riesgos como herramienta fundamental para el diseño de maquinaria comenzo en 1993 con la entrada en vigor de la primera Directiva de la Maquinaria (89/392/CE) yapublicada en 1989. Hasta entonces la seguridad de las máquinas estaba basada en regulaciones nacionales de seguridad laboral, que en muchos casos no solo regulaban criterios mínimos del diseño de maquinaria nueva sino también las adaptacionesnecesarias de maquinaria ya en uso.
Los fabricantes europeos de maquinaria tuvieron que esperar hasta principios de 1997 a la primera norma europea que tratase este tema, EN 1050 – Seguridad de las maquinas – Principios para la evaluación del riesgo – , listada como norma armonizada en el diario oficial de la Comision Europea en Octubre de 1997. Al principio de 1999 se publico la norma internacional ISO 14121 e idéntica a EN 1050.
En 1992 el comité técnico ISO TC199 comenzó con la tarea de revisar ISO 14121, lo que, de acuerdo con el “Vienna Agreement” llevaría también a la “desaparición” de la Norma Europea EN1050. Esta revisión llevo a la publicación de dos documentos, ISO 14121-1 (EN-ISO 14121-1) – Evaluación de riesgos – Parte 1 – Principios, y de ISO TR 14121-2 – Evaluación de riesgos – Parte 2 Guía práctica y ejemplos de métodos [4]. Mientra que la primera parte con status de Norma Internacional (IS = International Standard) es un documento normatívo, la segunda, un Informe Técnico (TR = Tecnical report) solo tiene caracter informativo.
Durante el desarollo de esta Norma, que debe de tener en cuenta los principios generales de diseño de las máquinas, establecidos en las Normas ISO 12100-1 e ISO 12100-2 se hizieron obvias las grandes coincidencias entre estas Normas. Tras muchas controversias y varios años de trabajo intensivo se publico en 2010 la EN-ISO 12100 como version única y consolidada de las dos Normas anteriores con ISO 14121-1. Este proceso también incluyó la adaptacion a la nueva Directiva Europea de la Maquinaria (2006/42/EC). El resultado es la única Norma ISO de tipo A (Norma General). Este desarollo sirve actualmente como base para la revisión de la Guía 51 de ISO, un documento que regula la inclusión de los aspectos de seguridad en todas la normas técnicas [5].
Conceptos básicos del proceso iteratívo de la evaluación de riesgos
Los conceptos básicos de la evaluación de riesgos, desarollados ya desde hace décadas no parecen estar claros a la hora de la aplicación de la evaluación de riesgos.
Desgraciadamente esto no solo le ocurre al simple usuario de la norma, el fabricantede maquinaria, sino tambien ha llegado a asentarse en compañias aseguradorasy lamentablemente en muchas de las autoridades a cargo de la seguridad laboral en
Europa llegando hasta los grupos de normalización para Normas tipo C (Normas específicas a cierto tipo de máquinas).
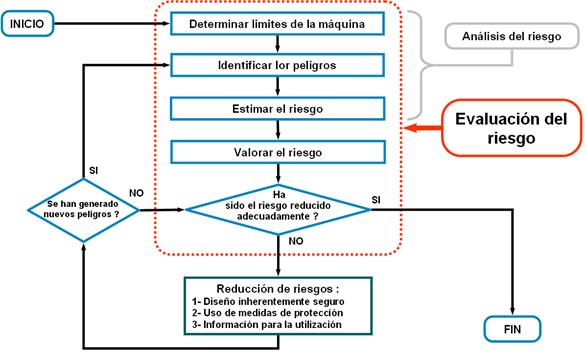
Figura 1: Proceso de evaluación de riesgos / conceptos básicos de ISO 12100:2010
Aplicando la definición de las Normas, la evaluación del riesgo es el proceso completo que comprende el análisis de riesgos y la valoración de riesgos. Primeramente el análisis del riesgo combina la especificación de los límites de la máquina, la identificación de los peligros presentes en ella y la estimación de los riesgos asociados a esos peligros. La valoración del riesgo, juzga tras el análisis de un riesgo determinado, si los objetivos de reducción del riesgo se han alcanzado. Generalmente estos objetivos están fijados por regulaciones legales nacionales. (p.e. en España el Real Decreto 1644/2008, texto que transpone la Directiva Europea 2006/42/CE). La figura 1 muestra la interrelacion de los diferentes conceptos básicos
Por otra parte, la estimación del riesgo es la determinación de la gravedad más probable del daño asociado a un peligro y su probabilidad de ocurrencia. Aquí es donde ocurre el mayor número de confusiones, debido a un mal uso del vocabulario. Etimologicamente hablando, “estimar” se usa para mencionar un valor de manera aproximada mientras que “valorar” (dar un valor a algo) menciona ese valor de manera más exacta o explícita. Lamentablemente la Norma intercambia el significado en sus deficiones.
El uso erroneo de la evaluación de riesgos
La experiencia en los últimos años ha mostrado muchos casos de uso equivocado de métodos de estimación de riesgos enclavados en Normas, especialmente en aquellas relacionadas con la seguridad de los mandos como ISO 13849-1 [, IEC 62061 [6] o la obsoleta EN 954-1 [7]. Estas Normas utilizan métodos de estimación de riesgos para seleccionar los niveles de fiabilidad apropiados a la reducción de riesgos requerida. Los dos ejemplos siguientes ilustran los errores más típicos.
Un fabricante de maquinaria de empaquetamiento aplicó un dispositívo optoelectronico de protección (cortina óptica de seguridad) para proteger al operario en una zona de intervención (retirado de botellas defectuosas). El fabricante usó el gráfico de estimación de riesgo de la (antigua) Norma EN 954-1 para seleccionar el dispositívo óptico con la fiabilidad más elevada (tipo 4 de acuerdo con IEC 61496-1[8]). Al no realizar una correcta evaluación de riesgo, el fabricante no tuvo en cuenta el riesgo de proyección de esquirlas de vidrio debida a la ruptura de botellas, un peligro que no puede ser cubierto por una barrera inmaterial. Este error se reveló despúes de un accidente en el cual un operario fué seriamente lesionado en la cara.
En una maquina para la aplicación de adhesivo a componentes electrónicos el fabricante usó el gráfico de estimación de riesgo de la (antigua) Norma EN 954-1 para seleccionar un dispositívo óptico de fiabilidad media (tipo 2 de acuerdo con IEC 61496- 1), al solo tener en cuenta peligros mecánicos causados por el puente y el aplicador (aguja) del adhesivo. El peligro de envenenamiento por injeccion de adhesivo durante una intervención del operador no se tuvo en cuenta. Fortuitamente durante la inspección de la instalación del dispositívo por parte de un especialista, este detectó el error antes de que ocurriera un accidente, reemplazandose el dispositívo por otro de fiabilidad más elevada (tipo 4 de acuerdo con IEC 61496-1),no solo en la máquina inspecionada sino también en aquellas ya entregadas a los clientes.
Este uso erroneo solo se puede evitar mediante una capacitación adecuada de aquellos que diseñan, integran o adecúan maquinaria. Lamentablemente son pocos los centros de educación superior que incluyen la seguridad de la maquinaria, la evaluación de riesgos y su normativa, en sus planes de estudios.
EL METODO “SCRAM” PARA LA ESTIMACIÓN DE RIESGOS
Metodología y elementos básicos de la estimación de riesgos
La version actual de la norma ISO 12100 "Seguridad de las máquinas – Principios generales de diseño – Evaluacion y reducción de riesgos" da la metodología generalpara la evaluación de riesgos. En el informe técnico ISO TR14121-2 se incluyen ejemplos de diferentes métodos prácticos de evaluación y estimación de riesgos. Estas dos normas no sólo están dirigidas a los grupos de trabajo que elaboran normas para tipos específicos de máquinas (Normas tipo C), sino también se dirige a losdiseñadores de máquinas que no están cubiertas por este tipo de normas. Obviamente un método general carecerá del detalle necesario para ciertos tipos de máquinas y un método detallado, optimizado para algún tipo específico de máquinas no puede serutilizado para fines generales.
Una de las tareas de la norma ISO 12100 tiene por objeto es describir los principios de métodos sistemáticos de evaluación de riesgos. El método "SCRAM", presentado a continuación, combina elementos de análisis de riesgos, estimación y evaluación. El método puede ser integrado para mejorar la aplicabilidad de cualquier otro método de evaluación de riesgos y sus procesos, siempre y cuando estos se basen en los tres parámetros básicos del riesgo; la gravedad del daño, la exposición al peligro y la probabilidad de ocurrencia o acaecimiento del daño. El objetivo principal de la evaluación de riesgos es proporcionar una guía para los diseñadores de máquinas que les permita reducir los riesgos de manera adecuada. La reducción adecuada de un riesgo depende de la comparación de la estimación del riesgo antes y después de aplicar una medida de reducción del riesgo. La re-estimación del riesgo es dependiente del grado de reducción del riesgo lograda por las medidas de protección aplicadas. Esta es la razón por la cual la reducción del riesgo está parcialmente incluida en el método.
El tipo de herramienta de estimación del riesgo a utilizar es tan importante como el mismo proceso de evaluacion de riesgos. La selección y el uso de un instrumento adecuado es una responsabilidad del fabricante de la máquina. No es de extrañar si la elección cae en un método específico y detallado que permita el uso razonable de los recursos disponibles para obtener un máximo de reducción del riesgo a un mínimo de esfuerzos y costos. Este es el beneficio real de la evaluación de riesgos. Desde el otro lado se puede criticar que estos recursos se pueden utilizar con mayor eficacia si se aplican a la reducción del riesgo. Hasta cierto punto estas críticas son justificadas, pero la experiencia práctica demuestra que el uso disciplinado de un instrumento no cumple por completo la tarea, debido a algunos desventajas sistemáticas inherentes a los diferentes métodos y sus herramientas.
Cualquiera de las herramientas o métodos de estimación de riesgo, ya sea si se basan en una estimación cualitativa o cuantitativa de un método, debe tener en cuenta al menos los dos elementos básicos del riesgo, la gravedad del daño y la probabilidad de ocurrencia. La combinación de estos elementos básicos lleva a determinar un nivel de riesgo resultante usando gráficos, diagramas, matrices, métodos numéricos,etc.
Muchas herramientas utilizan parámetros adicionales; como la frecuencia y la duración de la exposición, la probabilidad de ocurrencia del evento inicial o la posibilidad de personal expuesto para evitar o limitar el daño. Normalmente se utiliza un número reducido de clases o valores de los parámetros para asegurar la facilidad de uso de las herramientas de estimación de riesgo pero, debido a la subjetividad dada del proceso, esto puede conducir a decisiones muy estrictas dependiendo del foco de los usuarios. Para el análisis de un riesgo específico real, estos parámetros pueden ser insuficientes. La conciencia del peligro, la posibilidad física de evitarlo, la experiencia del personal expuesto y otros factores deben de ser utilizados como subparámetros para evitar una dependencia excesiva en los valores límites de los rangos de los elementos básicos.
El método SCRAM. Solución modular para fines diferentes
La funciónes previstas del método presentado [9] son por una parte mejorar y adecuar todo tipo de métodos de evaluación de riesgos y sus herramientas de estimación pero también proporcionar una herramienta de estimación de riesgos básica a los grupos de normalización de máquinas específicas (Normas tipo C).
Los diferentes gráficos de riesgo, las matrices y métodos que ya están en uso sólo tienen un número reducido de valores para los diferentes parámetros. Para evitar una falta de flexibilidad, las tablas secundarias (2o paso) y terciarias (3er Paso) de SCRAM se pueden integrar dentro de los métodos ya existentes para definir más claramente los valores límites de cada parámetro.
|
1er Paso |
2o Paso |
3er Paso |
|
|
P A R Á M E T R O S |
Gravedad del daño |
Gravedad de la lesión |
|
|
Duración del efecto del daño |
|||
|
Exposición al peligro |
Necesidad de acceso |
||
|
Duración de la exposición |
|||
|
Frequencia de la exposición |
|||
|
Personas expuestas |
|||
|
Posibilidad de evitar el daño |
Habilidad de la persona expuesta |
||
|
Experiencia en evitar el daño |
|||
|
Conciencia del peligro |
Informacion de las personas expuestas |
||
|
Percepción directa del peligro |
|||
|
Advertencias (percepción indirecta del peligro) |
|||
|
Posibilidad física de evitar el daño |
Physical ability |
||
|
Aparición o celeridad del peligro |
|||
|
Entorno que permite evitar el daño |
|||
|
Otras circunstancias |
|||
|
Probabilidad de acaecimiento del daño |
Comparación con sistemas conocidos |
||
|
Fiabilidad del sistema |
|||
|
Historial de accidentes e incidentes |
|||
|
Probabilidad del daño real |
Tabla 1: Estructura del método SCRAM
En el caso de que ninguno de los métodos ya existentes se utilize, SCRAM proporciona una matriz básica con diez niveles de riesgo (1er paso).
Con esta estructura se cumplen los objetivos siguientes:
- Estimación facil, con el fin de permitir que situaciones de alto riesgo se distingan rápidamente de las situaciones de bajo riesgo.
- Estimación de riesgos comprensible y reproducible
- Estimación de riesgos general o detallada, dependiendo de las requisitos técnicos y de los recursos disponibles al usuario
La estructura modular permite diferentes profundidades a la hora de estimar riesgos de modo que el método puede ser utilizado por los diseñadores de diferentes máquinas de acuerdo a sus requisítos y recursos. Desde otro lado, la flexibilidad en la valoración de los diferentes parámetros permite el uso del método por los grupos de normalización de máquinas específicas. El método está dirigido principalmente a las máquinas tal como son definidas por la Directiva Maquinaria (2006/42/CE) y fue desarrollado teniendo en cuenta los resultados de más de 10.000 inspecciones evaluados de máquinas, llevadas a cabo por personal de servicio especializado de la SICK AG y los datos recopilados de un gran número de accidentes investigados desde 1995 hasta hoy.
Primer Paso
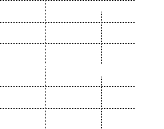
El primer paso en la estimación del riesgo es un gráfico de riesgo (Tabla 2). Este gráfico básico combina los elementos de riesgo principales. El uso de este gráfico en elprimer paso conduce a un nivel resultante de riesgo (de 0 a 10) donde el valor 0 significa que no hay riesgo y el valor 10 significa que el riesgo es máximo.
Para evitar la falta de flexibilidad debido al reducido número de valores de los diferentes parámetros, se utilizan tablas subsiguientes en dos pasos más para definir más claramente los límites de cada parámetro, teniendo en cuenta elementos básicos y parámetroa adicionales. Con el fin de mejorar la comprensión, se utilizan términos generales o se explican los términos usados.
Esta tabla contiene también en la columna de la gravedad del daño el valor “insignificante / sin daño o exposición” con el fin de asegurar su uso en el proceso iterativo de la estimacíon de la reducción del riesgo logrado con las medidas aplicadas. Esta es una característica esencial, porque la valoración del riesgo depende de la comparación de la estimación del riesgo antes y después de aplicar una medida preventiva.
TABLA DE ELEMENTOS DEL RIESGO
![]()
S2 ligero -
 |
|
- A2 imposible |
Gravedad del daño * Exposición al peligro * Posibilidad de evitar el daño * Probabilidad de acaecimiento * 01 - baja 02 - media 03 - alta I N I C I O S1 Insignificante / sin daño o exposición ** - 0 0 0 A1 posible 0 0 1 0 1 2 F1 baja A1 posible S3 serio A2 imposible F2 alta A1 posible A2 imposible 1 2 3 2 3 4 3 4 5 4 5 6 F1 baja A1 posible S4 grave A2 imposible F2 alta A1 posible A2 imposible 5 6 7 6 7 8 7 8 9 8 9 10 Nivel del riesgo resultante
Tabla 2: Tabla principal. Elementos básicos del riesgo y riesgo resultante
Segundo paso
Para cada parámetro, las tablas subsiguientes se puede utilizar para definir con mayor precisión el límite de cada valor o los parámetros posteriores que se han tenido en cuenta en los próximos pasos. El segundo paso puede ser omitido si no es necesario un análisis de riesgo más profundo o específico. Este segundo paso contiene las siguientes tablas:
• Table de gravedad del daño• Tabla de exposición al peligro• Tabla de la posibilidad de evitar el daño• Tabla de la probabilidad de acaecimiento del daño
Las diferentes tablas se pueden utilizar para obtener un valor más objetivo del parámetro, basado en los valores de los subparámetros de cada tabla. Los parámetros obtenidos se pueden utilizar para evaluar el riesgo mediante la Tabla 1 de SCRAM o por un método alternativo, elegido por el diseñador de la máquina o el establecido para la selección de un nivel de seguridad requerido funcional (p.e. nivel de prestaciones según ISO 13849 o SIL según IEC 62061).
Gravedad del daño (Tabla 3)
Esta tabla se usa para seleccionar uno de los niveles de gravedad de los daños de la tabla de elementos del riesgo anteriormente mencionada. La selección se basa en elnivel de daño o impacto perjudicial para la salud y la duración del efecto de daño. En SCRAM se ha de evaluar el peor posible efecto para la salud, teniendo en cuenta si la exposición repetida es posible y sie la acumulación conduce a un efectos dañino.
La gravedad del daño es el parámetro capital de cualquier estimación de riesgos. No importa lo bajo que la posibilidad de ocurrencia sea – siempre y cuando no sea imposible – si el resultado del accidente puede ser la muerte de una persona. Varias herramientas dividen esta gravedad de los daños en solo dos clases, mientras que otras herramientas en uso la dividen en de tres. Con el fin de adaptar el método a las herramientas ya existentes, la rangos de gravedad daño del método SCRAM deben compararse como sigue:
|
SCRAM |
> |
Otros métods / Herramientas |
|
baja |
= |
leve o baja |
|
mediaalta |
== |
grave o altagrave o alta |
GRAVEDAD DE LA LESIÒN DURACIÓN DEL EFECTO DEL DAÑO ** INICIO Sin lesiones o daño a la salud * irrelevante Sin daño Tener en cuenta insignificante - Las lesiones no requieren tratamiento o pueden ser tratadas con los medios de primer auxilio - El daño a la salud o la restricción de habilidades físicas no dura más de un día sin tratamiento médico irrelevante insignificante bajo - Las lesiones requieren tratamiento pero medios de primer auxilio son suficientes - El daño a la salud o la restricción de habilidades físicas solo dura un periodo corto de tiempo sin tratamiento médico corta La recuperación de la persona se espera en una semana ligero serio serio intermedia La recuperación de la persona se espera en tres meses larga La recuperación de la persona requiere más de tres meses medio - Las lesiones deben ser tratadas por profesionales médicos pero no quedan minusvalías - Perdida de pequeñas partes del cuerpo - pero no partes completas - o estas quedan irreparablemente dañadas aunque los efectos mayores son reversibles corta La recuperación de la persona se espera en una semana ligero serio grave intermedia La recuperación de la persona se espera en tres meses larga La recuperación de la persona requiere más de tres meses alto - Las lesiones requiren tratamiento por profesionales médicos y hospitalización irrelevante grave Gravedad resultante
* Solo necesario para estimar la reducción del riesgo
Tabla 3: Gravedad del daño
Exposición al Peligro (Tabla 4)
Esta tabla se utiliza para seleccionar un nivel de exposición daño sobre la base de la necesidad de acceso (debido a la naturaleza de la tarea) a la zona de peligro, a laduración de la exposición al peligro durante la tarea relacionada, y a la frecuencia delas tareas o eventos relacionados con la exposición al peligro.
Sin embargo, las personas que se encuentran cerca pueden estar expuestos a riesgos de la máquina sin tener una tarea en relación con las funciones de la máquina. (p.e. el ruido de la máquina también afecta a los visitantes de una fábrica) En ciertos métodos o herramientas de estimación de riesgos la identificación de peligros ignora aquellos que no están relacionados con uns tarea específica, llevando a una evaluaciónincompleta. Para una mejor comprensión de este tipo de peligros estos se pueden estructurar de la siguiente manera:
a) Peligros derivados de las tareas que no están relacionadas con la máquina específica
- La exposición de las personas al realizar tareas en otras máquinas cerca de la máquina específica (por ejemplo, operadores o personal de mantenimiento de otras máquinas cercanas)
- La exposición de las personas que pasan por las áreas de exposición, durante el cumplimiento de otras tareas (por ejemplo, paso por empleados para llegar a otras instalaciones) b) Peligros derivados de la exposición debido a la proximidad
- Exposición de personas ajenas, como visitantes o transeúntes en espacios públicos.
Tambien ha de tenerse en cuenta que la necesidad y la frequencia de acceso no tienen necesariamente que estar relacionadas (p.e. zona de trabajo está casualmente cerca de la zona de peligro)
TABLA DE EXPOSICIÓN AL PELIGRO
|
Necesidad de acceso |
Frequencia de exposición |
Duración de la exposición |
Personas expuestas * alguna una varias |
|||||
|
I N I C I O |
No necesario - La tarea no requiere el acceso a la zona de peligro |
baja [F< 2 / turno] |
corta media larga |
T< 1min. / cada 5min.]1 > T < 3min. / cada 5min.] [T> 3min. / cada 5min.] |
bajabaja baja baja |
bajabaja baja baja |
bajabaja alta alta |
|
|
media [20 > F > 2 / turno] |
corta T< 1min. / cada 5min.] media 1 > T < 3min. / cada 5min.] larga [T> 3min. / cada 5min.] |
|||||||
|
- Generalmente no se encuentran personas ajenas a la tarea cerca de la zona de peligro |
baja |
baja |
alta |
|||||
|
baja |
alta |
alta |
||||||
|
alta [ F > 20 / turno] |
corta media larga |
T< 1min. / cada 5min.]1 > T < 3min. / cada 5min.] [T> 3min. / cada 5min.] |
baja |
baja |
alta |
|||
|
baja |
alta |
alta |
||||||
|
alta |
alta |
alta |
||||||
|
Necesario - La tarea requiere el acceso a la zona de peligro - Normalmente se encuentran personas ajenas a la tarea cerca de la zona de peligro |
baja [F< 2 / turno] |
corta media larga |
T< 1min. / cada 5min.]1 > T < 3min. / cada 5min.] [T> 3min. / cada 5min.] |
baja |
baja |
alta |
||
|
baja |
alta |
alta |
||||||
|
baja |
alta |
alta |
||||||
|
media [20 > F > 2 / turno] |
corta media larga |
T< 1min. / cada 5min.]1 > T < 3min. / cada 5min.] [T> 3min. / cada 5min.] |
baja |
baja |
alta |
|||
|
alta |
alta |
alta |
||||||
|
alta |
alta |
alta |
||||||
|
alta [ F > 20 / turno] |
corta media larga |
T< 1min. / cada 5min.]1 > T < 3min. / cada 5min.] [T> 3min. / cada 5min.] |
alta |
alta |
alta |
|||
|
alta |
alta |
alta |
||||||
|
alta |
alta |
alta |
||||||
|
Exposición al peligro resultante |
||||||||
Tabla 4: Exposición al peligro
Posibilidad de evitar el daño (Tabla 5)
La seleccion de la posibilidad de evitar el daño de ya anteriormente mencionado sobre la base de la habilidad de la persona en peligro (generalmente el operador), su percepción de riesgo, su experiencia y la posibilidad física de evitar el daño. Losoperadores pueden estar entrenados o haber desarrollado habilidades que les permitan evitar eventos peligrosos. Sin embargo, evitar la posibilidad de daño también depende de la conciencia del riesgo y la situación de peligro y de algunos parámetros físicos. Ladesatención o inconsciencia a los riesgos, debidos a la confianza personal deberá tenerse en cuenta.
TABLA DE POSIBILIDAD DE EVITAR EL DAÑO
|
Habilidad de la persona en peligro |
Conciencia del peligro * |
Experiencia en evitar el daño |
Posibilidad física de evitar el daño * |
|
|
generalmente posible bajoposible circunstancias imposible |
||||
|
I N I C I O |
operario experto |
alta |
con experienciasin experiencia |
posible posible imposibleposible posible imposible |
|
media |
con experienciasin experiencia |
posible posible imposibleposible posible imposible |
||
|
baja |
con experiencia |
posible imposible imposible |
||
|
operario inexperto |
alta |
irrelevante |
posible imposible imposible |
|
|
media |
posible imposible imposible |
|||
|
baja |
imposible imposible imposible |
|||
|
- máquina sin operario - la persona en peligro no esta relacionada con la tarea |
alta |
irrelevante |
posible posible imposible posible imposible imposibleimposible imposible imposible |
|
|
media |
||||
|
baja |
||||
|
Posibilidad resultante de evitar el daño |
||||
Tabla 5: Posibilidad de evitar el daño
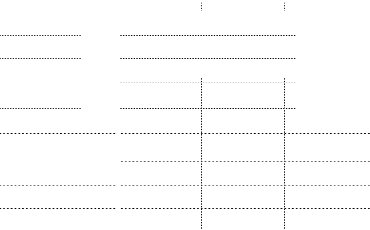
Probabilidad de acaecimiento del daño (Tabla 6)
Esta tabla se utiliza para seleccionar una probabilidad de acaecimiento del daño basada en la comparación del riesgo con maquinaria similar – si esto es posible – y en la fiabilidad del sistema asi como en el historial de accidentes e incidentes. Para ello esnecesario disponer con anterioridad de datos fiables (al menos un 95% de fiabilidad es aconsejable). La probabilidad de daño real es rara cuando el daño tenico en cuenta ocurre muy raramente, se considera como posible cuando el daño ocurre pero no esnecesariamente el resultado a una exposición y como consecuente cuando el daño es el resultado normal a una exposición. Al menos una probabilidad de daño real debe ser incluida.
TABLA DE LA PROBABILIDAD DE ACAECIMIENTO
![]()
![]()
|
Comparación de riesgos |
Fiabilidad del sistema |
Historial de accidentes (incidencias) * |
Probabilidad de daño real ** |
|
|
rara posible consecuente |
||||
|
I N I C I O |
Iguales a sistemas similares |
(nombrar sistemas similares y procurar datos de comparación fiables) |
igual a la del sistema similar baja baja media baja baja media baja media alta |
|
|
Diferentes a aquellos de sistemas similares |
sistema fiable |
no se han reportado accidentes(información fiable) |
||
|
se han reportado pocos accidentes(menos del 5% de los sistemas en operación) |
||||
|
se han reportado varios accidentes(más del 5% de los sistemas en operación) |
||||
|
sistema no fiable (con tendencia a fallar) |
no se han reportado accidentes(información fiable) |
baja media media media alta alta alta alta alta |
||
|
se han reportado pocos accidentes(menos del 5% de los sistemas en operación) |
||||
|
se han reportado varios accidentes(más del 5% de los sistemas en operación) |
||||
|
Probabilidad resultante de acaecimiento |
||||
Tabla 6: Probabilidad de Acaecimiento
Tercer paso
Para algunos parámetros en la tabla de la posibilidad de evitar el daño (Tabla 5) las tablas subsiguientes se pueden utilizar para definir con mayor precisión el límite decada valor de los parámetros que se han tenido en cuenta en los próximos pasos. Elsegundo paso también puede ser omitido si no es necesario un análisis de riesgo más profundo o específico. El tercer paso contiene las siguientes tablas:
• Tabla de conciencia del peligro• Tabla de la posibilidad de evitar el daño
Conciencia del peligro (Tabla 7)
La seleccion del valor límite de la conciencia del peligro se basa en las informaciones disponibles para el operador, la posibilidad de la percepción directa del peligro, asi como de la disponibilidad de elementos de advertencia y la posibilidad de su percepción (percepción del riesgo indirecto). La percepción directa del peligro es dificil cuando, debido a su naturaleza del este es imperceptible en muchas ocasiones (p.e. un eje de metal pulido girando). Se considera posible si el peligro es perceptible en la mayoría de los casos y facil cuando el peligro es siempre perceptible y obvio. La percepción indirecta del peligro es dificil si no hay elementos de advertencia o estos no son legibles o reconocibles. La percepción indirecta se considera posible cuando existen estos elementos y son legibles aunqie no siempre reconocibles. En el caso de que sean reconocibles se considera como facil la percepción indirecta del peligro.
TABLA DE CONCIENCIA DEL PELIGRO
|
Imformación de las personas expuestas |
Percepción directa del peligro* |
Advertencias (Percepción indirecta del peligro)** |
||||
|
dificil posible facil |
||||||
|
I N I C I O |
nula |
dificil |
baja |
media |
alta |
|
|
Las personas expuestas no estaninformadas sobre los posibles peligros o |
posible |
baja |
media |
alta |
||
|
no tienen información a su alcance |
facil |
media baja |
media media |
alta alta |
||
|
incompleta Las personas expeustas ignoran o no estan informadas sobre todos los posibles peligros o solo tienen información incompleta a su alcance |
dificil posible facil |
|||||
|
media |
media |
alta |
||||
|
media |
media |
alta |
||||
|
completa Las personas expuestas estan informadas sobre todos los posibles peligros y tienen información completa a su alcance |
dificil posiblefacil |
media |
media |
alta |
||
|
media |
alta |
alta |
||||
|
alta |
alta |
alta |
||||
|
Conciencia del peligro resultante |
||||||
Tabla 7: Conciencia del peligro
Posibilidad física de evitar el daño (Tabla 8)
Esta tabla se utiliza para seleccionar la posibilidad de evitar el daño r basada en la capacidad fisiológica de la persona en peligro, la celeridad del peligro o su aparición, siel entorno permite evitar el daño y otras circunstancias que ayuden o impidan el evitar el daño.
TABLA DE POSIBILIDAD FÍSICA DE EVITAR EL DAÑO
|
Posibilidad fisiológica |
Aparición o celeridad del peligro |
Entorno permite evitar el daño |
otras circunstancias que puedan influir en evitar el daño |
||||
|
impedir |
no ayudar |
ayudar |
|||||
|
I N I C I O |
Impedida |
súbita |
nosi |
imposibleimposible |
imposibleimposible |
posible bajo circunstanciasposible bajo circunstancias |
|
|
La persona en peligro está impedida a evitar el peligro |
rápida lenta |
no si no si |
imposible imposible imposible imposibleimposible |
not avoidable not avoidable not avoidableposible bajo circunstanciasimposible |
posible bajo circunstancias posible bajo circunstancias posible bajo circunstancias posibleposible bajo circunstancias |
||
|
Posible |
súbita |
nosi |
|||||
|
imposible |
posible bajo circunstancias |
posible |
|||||
|
La persona en peligroes apta a eviar el |
rápida |
no si |
imposible |
posible bajo circunstancias |
posible bajo circunstancias |
||
|
posible bajo circunstancias |
posible bajo circunstancias |
posible |
|||||
|
peligro |
lenta |
no si |
imposible |
posible bajo circunstancias |
posible bajo circunstancias |
||
|
posible bajo circunstancias |
posible |
posible |
|||||
|
Posibilidad física resultante de evitar el daño |
|||||||
Tabla 8: Posibilidad física de evitar el daño
Aplicación
El método SCRAM se puede utilizar con éxito para mejorar la calidad y la profundidad de la estimación de riesgos mediante la adición de las estimaciones de parámetros adicionales por medio una estructura escalar. El diseñador de la maquinaria puede adaptar el método a una herramienta de estimación ya utilizada o a una herramienta dada por una norma sin necesidad de cambiar su estructura principal. Los parámetros pueden ser evaluados con mayor precisión y conducen a resultados reproducibles y comprobables de la estimación del riesgo y por lo tanto a una mejor selección de las medidas de protección necesarias. Esto se traduce en menores costes de ingeniería y de los dispositivos de protección. El método descrito se ha utilizado en una gran variedad de aplicaciones en muchos campos de la maquinaria industrial y pública.
EL PUENTE A LA SEGURIDAD FUNCIONAL
Una de las mayores desventajas de casi todos los métodos para la estimación de riesgos es su impracticabilidad en el momento de evaluar si se ha conseguido llegar a la reducción de riesgos necesaria tras aplicar medidas preventivas. La aplicación de las diferentes medidas preventivas tal y como se describen en el método de los tres pasos de ISO 12100, origina cambios en los parámetros iniciales de la estimación. Usando nuevamente los métodos para la estimación de los riesgos, estos cambios no reducen, desde el estricto punto de vista cualitativo, los riesgos suficientemente, aunque en la práctica sean absolutamente adecuados.
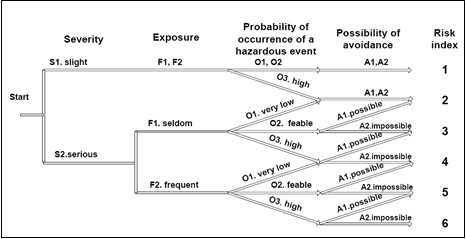
Figura 2: Gráfico de riesgos (figura A3 de ISO TR 14121-2)
Al aplicar el gráfico de riesgos de la figura 2 al peligro de aplastamiento por el molde o troquel de una prensa mecánica, el índice de riesgo resultante sería 6 (el daño posible es muy grave, la frequencia de exposición es muy alta, la probabilidid de acaecimiento es elevada y evitar el peligro es imposible). Al utilizar un dispositívo óptico de protección (cortina de luz) de acuerdo con la norma aplicable (en este caso EN 962 – Prensas mecánicas) una estimacion subsiguiente llevaría a un indice de riesgo 4, ya que esto solo cambia la probabilidad de acaecimiento (esta sería casi nula). La reducción de riesgo resultante sería insuficiente, al ser el el valor 4 und índice superior al medio. El ejemplo indíca claramente la falta de aptitud de este método y de la mayor parte de los métodos empleados generalmente, parasu aplicación en el proceso iterativo de ISO 12100.
Por otra parte, las normas de seguridad funcional (ISO 13849-1, IEC 62061) utilizan herramientas parecidas para determinar el nivel de prestaciones (PL en ISO 13849-1 o
SIL en IEC 62061) requerido para una función de seguridad tomando en cuenta una estimación del riesgos o riesgos acubrir por dicha función.
Una de los puntos erroneamente muy criticados, es el uso de métodos de estimación de riesgo que no tienen en cuenta lo probabilidad de acaecimiento. En este caso las críticas solo están parcialmente justificadas, ya que una parte importante de esta probabilidad esta dada por la fiabilidad del sistema de mando que controla los movimientos y funciones peligrosas de las máquinas. Hay que clarificar que las estimaciones de riesgo incluidas en las normas de seguridad funcional tienen como objetivo determinar la fiabilidad (máxima probabilidad de fallo) requerida para una función de seguridad y por lo tanto, al ser esta el resultado, no puede ser parte de los parámetros a tener en cuenta.
Por otra parte, funciones de mando de seguridad con tecnologías disponibles o razonablemente aplicables no siempre pueden alcanzar los niveles de fiabilidad determinados por estos métodos. En muchas ocasiones la reducción adecuada de riesgos precisa de la combinación de varias funciones de seguridad y medidad de protección, y los métodos de estimación de riesgos presentados por las normas de seguridad funcional no son aplicables en estos casos.
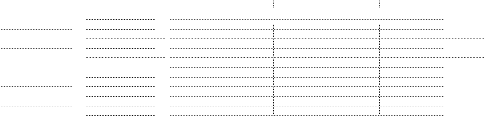
Para solucionar estos problemas el método SCRAM ha sido ampliado con una función a modo de puente, que permite determinar un nivel de fiabilidad a partir de la estimación de riesgos y estimar la reducción del riesgo proporcionada por una función de seguridad dependiendo de su nivel de prestaciones.
Riesgo inicial PLr (ISO 13849-1) Δ R (reducción) 0 a - *** 1 b -1 2,3 c -3 4,5,6,7 d -6 8,9,10, e -8 Funcion "puente" de reducción del riesgo
![]()
|
Gravedad del daño * |
Exposición al peligro * |
Posibilidad de evitar el daño * |
Probabilidad de acaecimiento * 01 - baja 02 - media 03 - alta |
|||
|
I N I C I O |
S1 Insignificante / sin daño o exposición ** |
- |
0 0 0 |
|||
|
S2 ligero - - A1 posible A2 imposible |
0 0 |
1 |
||||
|
0 |
1 |
2 |
||||
|
F1 baja A1 posible S3 serio A2 imposible F2 alta A1 posible A2 imposible |
1 |
2 3 |
||||
|
2 3 4 |
||||||
|
3 4 5 |
||||||
|
4 5 6 |
||||||
|
F1 baja A1 posible S4 grave A2 imposible F2 alta A1 posible A2 imposible |
5 6 7 |
|||||
|
6 7 8 |
||||||
|
7 8 9 |
||||||
|
8 9 10 |
||||||
|
Nivel del riesgo resultante |
||||||
Tabla 9 : SCRAM con función “puente” de reducción del riesgo
Esta ampliación agrupa los diez niveles de riesgo de SCRAM en 4 rangos de riesgo inicial que corresponden con los cuatro niveles superiores de ISO 13849-1. El nivel más bajo de esa Norma (Pl “a”) esta asociado al Riesgo Inicial “0” ya que se espera que como mínimo un sistema de mando este diseñado de manera que aplique los principios básicos de seguridad. Estos son obligatorios para cumplir las requisítos de funcionamiento previstos, resistir la influencia de los materiales utilizados, los procesos y otras influencias externas relevantes. La última columna determina la reducción del riesgo a proteger cuando se aplica una función de mando con nivel específico de prestaciones. De es manera es posible comparar la efectividad de soluciones diferentes o determinar el riesgo residual para su posterior evaluación.
de los dispositivos de protección. El método descrito se ha utilizado en una gran variedad de aplicaciones en muchos campos de la maquinaria industrial y pública.
ESTUDIO COMPARATIVO DE MÉTODOS DE ESTIMACIÓN DE RIESGOS
En 2011 el IRRST – Instituto Canadiense Robert-Sauvé de Investigación en seguridad e higiene en el trabajo (IRSST) – publicó un estudio comparativo de métodos de estimación de riesgos [10]. De un total de 108 métodos diferentes, el estudio se limíta solo a aquellos que cumplen los requisitos definidos en ISO 14121-1 (luego ISO 12100:2010), en total solo 31. Estos métodos fueron analizados sistematicamente, utilizando escalas de equivalencia de los parámetros utilizados y aplicando los métodos en 20 escenarios típicos. Los resultados muestran entre otros que la terminología usada en muchos métodos puede llevar a estimaciones de riesgo erroneas y que existen grandes diferencias entre los resultados. A partir de estos resultados el estudio proporciona recomendaciones para aquellos que diseñan y aplican métodos de estimación de riesgos. Entre ellas la de una precisa definición de los parámetros utilizados y de sus rangos, así como evitar lagunas en los rangos y adecuar el número de niveles de riesgo resultante.
Muchos de lo métodos analizados sobreestiman los riesgos, lo que puede dar lugar a un exceso de recursos (y costes) a la hora de reducir los riesgos, mientras otro gran número subestiman los riesgos, de manera que el objetivo general del análisis de riesgos no se alcanza.
Dentro de los 31 métodos analizados el método SCRAM (N° 69) pertenece al grupo de 8 métodos que estiman el riesgo de manera intermedia, o más neutral con la menor tendencia a subestimar o sobreestimar los riesgos. Ya que su desviación sobre un valor normalizado es muy reducida, el método estima riesgos con buena reproducibilidad, mientras que su desviación media permite una buena flexibilidad en su uso.
CONCLUSIONES
La evaluación de riesgos es la clave para el diseño de maquinaria segura y os principios generales detallados en la Norma ISO 12100 han probado ser muy efectivos a la hora de aplicarla metódicamente. El uso de esta Norma en combinacion con las Normas Internacionales tipo B para la seguridad de las máquinas permite al fabricante alcanzar la seguridad, técnica y legal necesaria sin tener que aplicar un esfuerzo desproporcionado. Para ello han de aplicarse métodos adecuados que ofrezcan una estimación correcta dentro del proceso iterativo de la evaluación y reducción de riesgos. La evaluación científica, corrobora que el método SCRAM cumple con los requisitos de las norma internacionales y a su vez permite una aplicación suficientemente flexible.
REFERENCIAS
- 1. Directiva 2006/42/CE del Parlamento Europeo y del Consejo de 17 de mayo de 2006 relativa a las máquinas y por la que se modifica la Directiva 95/16/CE (refundición). Diario Oficial de la Unión Europea 9.6.2006 L 157/24 (y sus directivas precedentes)
- 2. UNE EN ISO 12100:2010, Seguridad de las máquinas — Principios generales de diseño —Evaluación y reducción de riesgos. AENOR. Asociación Española de Normalización y Certificación Génova, 6 28004 Madrid, España
- 3. UNE EN ISO 138491, Seguridad en las máquinas. Partes de los sistemas de mando relativas a la seguridad. Parte 1: Principios generales para el diseño. AENOR. Asociación Española de Normalización y Certificación Génova, 6 28004 Madrid, España
- 4. ISO/TR 141212:2012. Safety of machinery. Risk assessment. Part 2: Practical guidance and examples of methods. International Organization for Standardization. Case postale 56, CH1211 Geneva 20, Switzerland
- 5. ISO/IEC Guide 51. Safety aspects – Guidelines for their inclusion in standards. Second edition 1999. International Organization for Standardization. Case postale 56, CH1211 Geneva 20, Switzerland
- 6. EN 62061:2005 Seguridad de las máquinas. Seguridad funcional de sistemas de mando eléctricos, electrónicos y programables. Cenelec: Avenue Marnix 17, 1000 Bruxelles/Brussel, Belgique/België
- 7. EN 9541:1997. Seguridad de las máquinas. Partes de los sistemas de mando relativas a la seguridad. Parte 1: Principios generales para el diseño. Esta Norma ha sido retirada y sustituida por EN 138491 (Referencia N° 3)
- 8. UNEEN 614961:2004/A1:2008. Seguridad de las máquinas. Equipos de protección electrosensibles. Parte 1: Requisitos generales y ensayos. AENOR. Asociación Española de Normalización y Certificación Génova, 6 28004 Madrid, España
- 9. SCRAM –Scalable Risk Analysis and Evaluation Method. O. Görnemann. European Safety & Reliability Conference ESREL 2007, Stavanger / Norway – Proceedings
- 10. Experimental Analysis of Tools Used for Estimating Risk Associated with Industrial Machines. Y.Chinniah et al. IRSST Report R684. ISBN: 9782896315376 (PDF)
Institut de recherche Robert-Sauvé en santé et en sécurité du travail. February 2011
PONENTE
- Gerente para seguridad de maquinaria, Regulaciones y Normas • Desde 1995 empleado en la Divisón de Seguridad Industrial de la SICK AG
- Miembro en diferentes comités técnicos de ISO – IEC – CEN – DIN – AENOR
• Titular de varias patentes en el campo de la seguridad industrial