





Domínguez, Rodrigo
Departamento de Construcción y Prevención de Riesgos Universidad Técnica Federico Santa María/
Av. Federico Santa María #6090, Viña del Mar 56322277945 / rodrigo.dominguez@usm.cl
RESUMEN
En este trabajo se presenta un estudio de investigación desarrollado durante el mes septiembre, octubre y noviembre del 2009, referido a la peligrosidad de las sustancias químicas utilizadas en la industria minera y su relación con la Ropa de Trabajo, específicamente en la Mina Subterránea/Concentrador.
La definición de las áreas de estudio se desarrolló en base a los requerimientos presentados por la empresa de acuerdo a estos lineamientos se incluyeron productos de la mina subterránea (Nitrato de Amonio, Amex, Alumnio en Polvo aceites, resinas y grasas.) y del concentrador. (Colectores de cobre, espumantes, floculantes, aceites, resinas y grasas.)
El levantamiento de la información de campo se efectuó en cada uno de los puestos de trabajo involucrados en el proceso productivo, enfatizando en las condiciones y acciones que pueden promover una contaminación de las ropas de trabajo. Las áreas definidas para la visita en terreno son: Planta reactivos, Planta de Cal, Flotación, Mina subterránea Nivel 16, mecánicos de mantenimiento equipos mineros y Mina subterránea Nivel 17 y manipuladores de explosivos hundimiento.
Luego del análisis de las sustancias objeto del estudio sólo resultó ser tóxica de acuerdo a la normativa chilena (NCh 2120/6) el solvente industrial MARVEL debido a que contiene percloroetileno (tetracloroetileno). Los reactivos de flotación, Floerger SH 923 Y 913, de acuerdo a su número NU, son una mezcla de polímero de acrilamida y acrilato de sodio. Ambos compuestos químicos no son peligrosos ni tóxicos, sin embargo, los componentes que se utilizan para formar el polímero de acrilamida o poliacrilamida: acrilamida, persulfato de amonio y NN´Metilen – Bis Acrilamida, si lo son por separado, en especial la acrilamida (NCh 2120/6). Por esta razón se consideró a los reactivos Floerger como tóxicos cuando se encuentran en estado sólido, ante la eventualidad de que pudiesen descomponerse.
Existe un grupo de sustancias mayormente utilizadas como aceites y grasas lubricantes, de las cuales no es posible eliminar manchas desde la ropa, sin el uso de solventes aromáticos apolares que son reconocidos por ser tóxicos. Es importante desatacar que si bien las sustancias utilizadas en el proceso no son tóxicas, si lo serán los productos necesarios para la limpieza en los tejidos. Las evidencias capturadas en el campo en complemento con las fichas de seguridad y hojas de seguridad permitieron recomendar el lavado de la ropa de trabajo por parte de la empresa minera.
La economía nacional, está fuertemente ligada a la minería, aportando en las últimas dos décadas el 43% de los ingresos al país. Chile es el principal exportador de cobre, alcanzando un importante nivel de liderazgo dentro del mercado. La obtención del metal, ha sido descrita mediante el estudio de una empresa minera chilena, la cual cumple con cuatro etapas principales de procesamiento de material. Estas etapas corresponden al proceso de chancado, molienda, flotación colectiva, y espesadores de relaves. La figura que resume lo anterior es la siguiente.
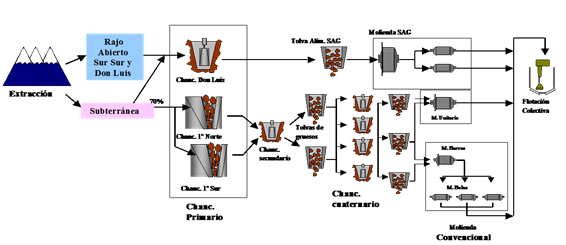
Figura 1 - Esquema básico del proceso general.
El proceso de chancado se caracteriza por el proceso de molienda, el que busca generar un material de granulometría adecuada para los procesos posteriores. Se compone tres actividades, chancado primario, chancado secundario y transporte, esta última actividad da origen al segundo proceso, la molienda.
El proceso de molienda, genera material adecuado para la concentración por flotación colectiva, a través de las actividades de molienda convencional y molienda unitaria. La resultante del proceso se compone de material fino y material grueso, el material fino, pasa directamente al siguiente proceso de flotación colectiva, mientras que el material grueso vuelve a los molinos hasta obtener la granulometría requerida para el siguiente proceso.
La flotación colectiva incluye los procesos de flotación primaria, remolienda de concentrados y flotación de limpieza. Este proceso se basa en las cualidades hidrofílicas e hidrofóbicas del mineral. Los productos de la flotación contienen entre 50%y 70% de agua, que corresponde a la alimentación de la próxima etapa.
La última etapa corresponde a los espesadores de relave, en este proceso, se obtienen el mineral puro y libre de agua, proveniente del proceso de flotación colectiva. El agua recuperada es enviada a la planta de molienda convencional.
Consecuentemente, todas las etapas generan algún tipo de peligro conforme a la exposición a los diferentes agentes utilizados en cada uno de los procesos descritos y a los que están expuestos los trabajadores de las empresas mineras en general. Esta última afirmación gatilló el estudio de cada uno de estos compuestos químicos en sus diferentes niveles de explotación de mineral, como a continuación se demuestra.
DEFINICIÓN DEL ÁREA DE ESTUDIO.
La definición de las áreas de estudio se hizo en base a los requerimientos manifestados por la empresa minera. Esta etapa fue elaborada de acuerdo a los lineamientos establecidos por la organización donde se concluyeron productos de la mina subterránea y del concentrador.
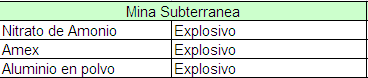
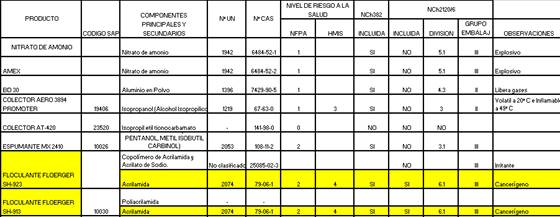
Tabla 1 - Lista de productos analizados en Mina subterránea.
En la tabla 1 se muestra el detalle de productos identificados en el concentrador.
Tabla 2 - Listado de productos seleccionados en concentrador
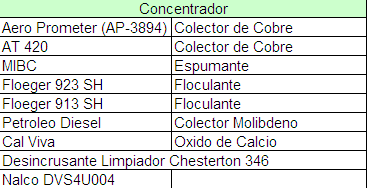
La tabla 2 muestra el detalle de los productos identificados exclusivamente en el concentrador.
Tabla 3 - Lista de productos en concentrador y mina subterránea
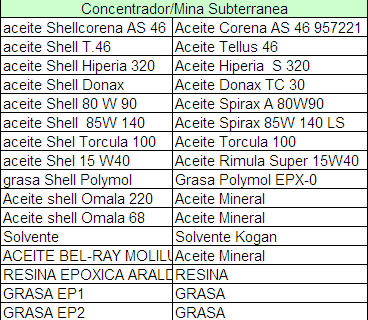
La tabla 3 detalla el listado de productos en el concentrador y mina subterránea.
puestos de trabajo involucrados en el proceso productivo, las condiciones y acciones que podrían promover una contaminación de la ropa de trabajo. Las áreas definidas para la visita a terreno fueron: Planta reactivos, Planta de Cal, Flotación, Mina subterránea Nivel 16 mecánicos de mantenimiento equipos mineros y Mina subterránea Nivel 17 manipuladores de explosivos hundimiento.
LEVANTAMIENTO DE INFORMACIÓN DE CAMPO.
El objetivo fundamental de la visita se focalizó en evaluar la situación de los trabajadores de planta expuestos a productos químicos en sus operaciones y que justifique el lavado de ropa fuera del hogar.
DE LA VISITA
Según lo planificado en la etapa anterior, se efectuó una visita a la planta minera el día 22 de octubre del año 2009 entre las 11:00 [h.] y las 18:15 [h.], específicamente a: Planta reactivos, Planta de Cal, Flotación, Mina subterránea Nivel 16 mecánicos de mantenimiento equipos mineros y Mina subterránea Nivel 17 manipuladores de explosivos hundimiento.
Durante el recorrido, se pudo conversar con la gran mayoría de los trabajadores involucrados en las áreas mencionadas anteriormente, al igual que con las jefaturasa cargo de cada planta. En general se aprecia gran interés por parte de los trabajadores en el estudio encomendado, en especial quienes integran el CPHyS. Adicionalmente- posterior a la visita- se solicitaron: las hojas de seguridad de cadauno de los productos, Mapas de relaciones -procesos de las áreas visitadas, los diagramas de flujo asociados a las unidades, los instructivos y los procedimientos de trabajo.
Planta de reactivos
A continuación se presenta un resumen de los comentarios más relevantes de las inspecciones realizadas a las condiciones en las que se manipula la sustancia y las observaciones del modo de uso por parte de los trabajadores de la sustancia en estudio.
Al momento de ingresar a la planta de reactivos se percibe en el ambiente presencia de emanaciones de compuestos químicos utilizados durante la etapa de dosificación al proceso de flotación. Se evidencia la presencia de procedimiento operacional llamado operación en planta de reactivos.
Los trabajadores del área señalan que el sistema de extracción de aire (ventilación) no cumple la función de renovar el aire, lo que se evidencia en terreno debido a que las tomas de aire se ubican lejos de la zona de carguío del producto.
Se observa que el sistema de ventilación es de sección cuadrada, lo que no es recomendable para objetivos de ventilación higiénica.
En cuanto a la ropa de trabajo, de los operadores se observa una contaminaciónimportante de ésta, favorecida por la presencia de agua en el área de trabajo y por la frecuencia de carga que puede llegar a 15 sacos en cada turno, lo que contribuye indefectiblemente a su impregnación y fijación. El agua proviene de filtraciones en el techo que caen y que combinadas con el reactivo forman este gel en el piso.

Figura 2 – Ventilación general de la planta de reactivos, (extremo superior derecho de la fotografía).
Planta de cal
La primera impresión, es que se trata de una planta antigua, cuando en realidad no es así, la razón es la gran cantidad de incrustaciones significativas en el piso, paredes, equipos y cielo del emplazamiento.
La planta cuenta con un sistema de control automático, y pese a contar un procedimiento operacional llamado, operación planta de cal, se aprecia unacantidad importante de Cal en el piso. Se sugiere revisar el proceso en busca deuna mejora con relación al ahorro y al control de pérdidas.
Luego de ser consultado con algunos trabajadores sobre incidentes relacionados en torno al manejo de la Cal, manifiestan haber presentado dermatitis al menos enuna ocasión al estar en contacto con la Cal en el ambiente de trabajo.
Sobre Benchmarking, en la planta de Cal así como en el resto de las áreas, se puede rescatar la experiencia que tiene la empresa Central de Restaurantes (CDR)en el lavado de ropa de trabajo. CDR es la encargada de la limpieza del área, la quese ejecuta luego de que los mantenedores realicen su trabajo, sectores a veces de difícil acceso y muy contaminados. CDR ha decidido como política de lavado deropa, externalizar este servicio a través de una empresa especializada ubicada en Santiago. Para los aspectos logísticos se dispone de un pañol, donde el trabajador entrega ropa sucia y recibe reposición de ropa limpia en forma personalizada. La ropa de trabajo se reconoce por el nombre de cada trabajador. En la visita realizadaal pañol se evidencia la ropa de trabajo contaminada con cal (buzo y chaleco reflectante), inclusive con un día de uso.

Figura 3 – Rejilla y motor cubiertos de cal, se infiere una agresiva emanación.
Planta de flotación
En el marco de la vista programada a la Planta de Flotación se percibe un olor fuerte y penetrante en el ambiente de trabajo. En el suelo se puede constatar una mezcla pegajosa, similar a la descrita en la Planta de Cal. Se sugiere realizar una evaluación del potencial impacto a largo plazo que puede ocasionar esta exposición en el ambiente de trabajo.
Lo anterior toma mucho más sentido considerando el personal de mantenimiento que está con una exposición mayor debido a fallas reiteradas en el circuito dealimentación mediante bombas, se sugiere estudiar la disposición de equipos de bombeo adicionales y tubería paralela a la existente, esto permitiría no usar la red húmeda para suministrar agua al proceso.
La ropa de trabajo de los mantenedores se observa muy contaminada, al igual queen la planta de reactivos, sorprende el poco tiempo que tarda en ensuciarse (primer turno), y la impregnación es muy agresiva. Durante el recorrido fue posible observar desniveles no debidamente demarcados, con la posibilidad de caídas o tropiezos, que pueden causar un accidente o acelerar aun más el ensuciamiento de la ropa de trabajo.

Figura 4 – Red húmeda utilizada para suministro de proceso.
Mina subterránea nivel 16 (mantención mecánica)
Los principales compuestos químicos utilizados son: aceites, grasas y petróleo, en el recambio y lubricación de partes y piezas como por ejemplo cambio de eje trasero equipo LHD ST-1000 o el cambio motor a equipo LHD. En la visita se observó el uso de herramientas “hechizas” por parte de los mantenedores; se sugiere realizar un programa de capacitación y entrenamiento en el uso de herramientas de trabajo o bien una reinstrucción en el uso de herramientas. Oportunidades de benchmarking: Los mantenedores del nivel 16 lavan su ropa durante el turno. Dado que el lavado de ropa es de responsabilidad del trabajador y lo debe hacer durante su jornada, esto indudablemente resta tiempo a sus labores habituales de mantención.
La unidad de lavado implementada -como una iniciativa apartada y no formalizada como política dentro de la organización- posee 2 lavadoras y 2 secadoras para atender un promedio de 100 trabajadores, y ha incorporado en una de las partidas presupuestarias el detergente industrial utilizado para tal efecto.
El aspecto ambiental asociado a las descargas de estos residuos líquidos provenientes del lavado son monitoreados por el servicio de salud a través de un muestreo sistemático de la planta de tratamiento de riles.
Figura 5 – Rombo de NFPA, los números deben situarse en el centro de cada rombo.
Mina subterránea nivel 17 (hundimiento)
Los productos utilizados son explosivos ya que se enmarcan dentro del procedimiento de carguío de tiros radiales. Se presenta a continuación las observaciones principales tendientes a complementar la teorización de los productos analizados mediante las hojas de seguridad en la etapa anterior.
La operación la realizan en forma coordinada dos operarios utilizando aire para inyectar el explosivo en la perforación. En ambos puestos de trabajo existeexposición a estos polvos.
El trabajador que se encuentra en el carguío manual se expone al momento de cargar la pera o tolva con un saco que pesa 25 [kg], aun usando el protectorrespiratorio adecuado. Se aprecia una contaminación significativa de los filtros al finalizar la operación.
El trabajador que inyecta el producto en las perforaciones, se expone aun másdebido a la forma en que se realiza la operación no permite el uso de un protector respiratorio, la coordinación del trabajo se realiza a viva voz. Se recomienda realizar un estudio tendiente a minimizar la exposición de ambos trabajadores a estos productos mediante un sistema de ventilación más eficiente o a través de un diseño innovador de protección respiratoria. Los trabajadores entrevistados en el lugar de trabajo presentan una fuerte contaminación en el buzo de trabajo, inclusive con 6 horas de uso. Además de impregnarse el material en la cara, cuello, manos y cabello. (hora de la entrevista).
DEFINICION DE LOS ATRIBUTOS DE LAS SUSTANCIAS QUÍMICAS QUE CLASIFICAN COMO PELIGROSAS.
Esta etapa corresponde a la teorización de las sustancias en estudio en donde se utilizó como referencia la NCh 382, NCh 2120/6, algunas referencias internacionales detalladas en las referencias bibliográficas. A continuación se presenta el detalle de las sustancias encomendadas en el estudio.
ANFO
Referirse al Amex
Amex
AMEX y el ANFO son reactivos químicos sólidos, granulados de color blanco o coloreado, solubles al agua y sin un olor característico. Su principal componente es el Nitrato de Amonio en ambos casos con una composición de al menos 90% en peso.
Es un compuesto químico explosivo. Las vías de ingreso son a través de la piel y por inhalación, principalmente. No se descarta la ingestión accidental.
La exposición al principal componente, nitrato de amonio, por vía dérmica puede causar irritaciones y quemaduras en ojos y piel. Por vía inhalación, se produceirritación de la nariz, garganta y pulmones, causando tos y respiración con silibancias.
La exposición aguda o sobreexposición puede causar náuseas y vómitos, rubor en rostro y cuello, dolor de cabeza, debilidad, desvanecimiento y colapso.
Cuando la sobreexposición es grave, esta sustancia química tiene la capacidad de intervenir con la capacidad de la sangre para transportar oxígeno, causando dolor de cabeza, debilidad, fatiga, mareo y se podrá apreciar que la piel y labios setornan de color azulado debido a la metahemoglobinemia. Si la persona no es debidamente asistida y la exposición continua, se pueden presentar dificultades respiratorias, colapso y hasta la muerte.
La exposición crónica puede causar micción y orina ácida, dolor de cabeza crónico ydermatitis.
De acuerdo a la NCh 382, esta es una sustancia peligrosa al ser comburente, (5.1). Se encuentra listada en la NCh 2120/5.Of1998 “Sustancias Peligrosas - Parte 5:
Clase 5, como sustancia Comburente.
POLVO DE ALUMNIO BD30
BD30 es un polvo fino no recubierto de aluminio, de color blanco plateado y de concentración 92 – 98 % en peso. Es insoluble en agua, pero se disuelve en ácidos fuertes (clorhídrico, sulfúrico) y álcalis.
El aluminio es anfótero y puede reaccionar con ácidos minerales para formar salessolubles con desprendimiento de hidrógeno. Al humedecerse, el aluminio desprende gases que son inflamables.
Este elemento químico está clasificado por la NCh.2120/4 como Sustancia
Peligrosa. Corresponde a la Clase 4: Sólidos inflamables - Sustancias que presentan riesgos de combustión espontánea, sustancias que en contacto con agua desprenden gases inflamables; y a la división 4.3: sustancias que en contacto con agua desprenden gases inflamables.
Las vías de ingreso del aluminio al cuerpo humano pueden tener lugar a través de la comida, mediante la respiración y por contacto en la piel. Concentraciones significantes de aluminio puede causar un efecto serio en la salud como daño alsistema nervioso central, demencia, pérdida de la memoria, apatía y tembloresseveros.
La exposición aguda causa dermatitis, irritación y conjuntivitis.
El aluminio es un riesgo para ciertos ambientes de trabajo. Respirar polvo de aluminio puede aumentar problemas al pulmón, como fibrosis pulmonar.
Para personas con enfermedades al riñón, la exposición puede tener variascomplicaciones ya que los riñones normalmente remueven todo el aluminio absorbido a través del tracto digestivo, sin embargo, este metal comienza aacumularse debido al mal funcionamiento de este órgano.
Los problemas de salud asociados al aumento de los niveles de aluminio en el cuerpo incluyen una mayor facilidad a la fractura en los huesos, desorden en elmetabolismo del calcio, magnesio, fósforo y flúor, y varias formas de anemia. Existirían indicios de que el aluminio puede ser uno de los causantes de laenfermedad de Alzheimer, en la que se produce un deterioro progresivo del cerebro, sin embargo esto no ha sido comprobado científicamente.
COLECTOR AERO 3894 PROMOTER
Este reactivo químico corresponde a una disolución de isopropanol al 1-3% en volumen. El isopropanol es un alcohol orgánico, soluble en agua, volátil y de efectos sobre el sistema nervioso central, el que aumenta con la concentración de la disolución.
Físicamente se presenta como un líquido de color amarillo con reflejos tornasol, de olor punzante y penetrante.
Se usa como colector para la flotación de partículas, potenciando las características de hidrofóbicas del material a flotar, mejorando así la adherencia de las partículas ala burbuja de aire.
Los riesgos agudos asociados a la exposición a esta disolución suceden por la posible emisión de vapores cuando alcanza temperaturas elevadas o cuando se encuentra en combustión. Estos vapores son irritantes de las vías aéreas superiorese inferiores.
Si la sustancia se pone en contacto con la piel, posiblemente se producirá irritación moderada.
En cuanto a los efectos de la exposición crónica, la vía de ingreso más relevante es la dérmica y existe la posibilidad de que con contactos sistemáticos se genere dermatitis y cáncer a la piel debido al contenido de hidrocarburos aromáticos policíclicos en la mezcla.
El más relevante componente de la mezcla, isopropanol, es una sustancia volátil, por lo que este contaminante en el ambiente laboral se encuentra principalmente en el aire. Una vez disuelto en el aire, existe gran probabilidad de que ingrese alcuerpo por inhalación o que se ponga en contacto con la piel al condensarse sobreesta o la ropa de trabajo.
El riesgo más importante de esta sustancia es la inflamabilidad (2). No es un producto reactivo, ni presenta riesgos especiales. En cuanto a los riesgos a la saludde las personas, se le asigna un índice de 1, lo que indica un riesgo bajo.
En cuanto a la sobreexposición aguda, este producto temperaturas elevadas o cuando el producto se encuentra en combustión, puede generar vapores irritantes de las vías aéreas superiores e inferiores.
En contacto crónico, es una sustancia medianamente irritante para la piel, sin embargo, exposiciones prolongadas o frecuentes pueden causar dermatitis y posible cáncer a la piel debido a compuestos aromáticos policíclicos.
COLECTOR AT 420
Esta sustancia química es utilizada en flotación, pertenece a la familia de los xantatos. Es un líquido aceitoso de color amarillo pálido, con leve olor picante e insoluble en agua.
Es inflamable. En contacto con la piel y ojos causa irritación suave a moderada. La inhalación de sus vapores produce irritación de garganta y vías respiratorias.
De acuerdo a su número UN, esta es una mezcla de productos sólidos usados en la flotación de minerales sulfurados y metálicos. Los componentes básicos son: El Bisulfuro de Carbono, la Soda Cáustica y un determinado Alcohol; el cual, le otorgalas propiedades colectoras en el circuito de Flotación para los minerales metálicos y poli metálicos.
La única condición en que el xantato implica riesgo es cuando se calienta a más de 180ºC, ya que se descompone y libera bisulfuro de carbono.
El xantato presenta pocos riesgos, con baja toxicidad oral, aunque el contacto prolongado con el producto concentrado puede causar irritaciones, que son tratadas lavando con agua y jabón y aplicando cremas tópicas.
MIBC 98
El MIBC, es usado ampliamente como espumante en la flotación de minerales sulfurados de cobre y en la flotación de oro y plata. Se utiliza también una mezcla con otros espumantes cuando se requiere de una espumación más resistente.
La velocidad de espumación del MIBC es mayor que la obtenida con otros espumantes. Esta menor persistencia es ventajosa en aquellos casos en que sedesea obtener un manejo adecuado de los concentrados en instalaciones en las cuales un exceso de espumación no es recomendable.
El MIBC permite un excelente control del proceso de flotación por que no tienecaracterísticas colectoras.
El MIBC debe ser manejado con los cuidados que requiere un producto inflamable y deben tomarse las precauciones pertinentes. En caso de inflamación debe ser utilizado un extintor tipo B ó C. La práctica usual recomienda una dosificación entre 30 y 70 g/ton de mineral alimentado al circuito.
Los riesgos para la salud del producto principalmente son las características irritantes que en contacto con las mucosas y la capacidad de afectar la piel. Además, si existe una alta concentración del producto puede provocar efectos narcóticos.
Los efectos a largo plazo para la salud, dependiendo de los niveles de exposición podrían llegar a provocar daños hepáticos y en contactos prolongados puede llegar a provocar lesiones en la piel y en casos extremos dermatitis crónica.
El producto puede provocar agravamiento de condiciones de salud tales como trastornos en los ojos, piel, vías respiratorias y gastrointestinales.
Este es un material líquido de color claro y olor dulce. Tiene una concentración de 99% de Metil Isobutil Carbinol. Comienza a emitir vapores a los 41º C, esinflamable teniendo como límite inferior de inflamabilidad 1.0% y un límite superior de 5.5%.
Es considerado un producto estable en condiciones normales de manipulación yalmacenamiento, no se descompone. Es incompatible con oxidantes y ácidos fuertes; y por sus características de inflamabilidad debe permanecer alejado de fuentes de calor, ignición y acumulación de vapores.
FLOCULANTE FLOERGER 923-SH
Este reactivo es un copolímero de acrilamida y acrilato de sodio, de uso en la planta de flotación.
Como sustancia floculante, es utilizada adicionándola en una suspensión de partículas, con el objetivo de propender la unión de estas y la formación de flóculos mediante la disolución de la red polimérica que caracteriza a este tipo desustancias.
Una vez que las partículas han floculado, aumenta la probabilidad de sedimentación de estos conglomerados debido al incremento de su masa, logrando vencer el empuje y la fuerza de roce en el líquido.
Con respecto a la Clasificación de Riesgos del Producto Químico, de acuerdo a la regulación OSHA 29 CFR 1910.1200, esta se considera sin riesgos para la salud. Sin embargo, se tiene conocimiento que la inhalación puede producir irritación delsistema respiratorio, mientras que el contacto con la piel puede producir irritaciónespecialmente después de un prolongado y repetitivo contacto. En los ojos puede producir una irritación suave, no ocasionando efectos crónicos o agravamiento de otras condiciones de la salud.
Cabe mencionar que este es también un ingrediente de alta pureza desarrollado para productos cosméticos, se usa como formador de gel en soluciones acuosas y en las formulaciones de emulsiones con un proceso en frío, entregando a estos preparados una consistencia de gel pero no grasa.
Cuando esta sustancia se pone en contacto con la piel u ojos, el procedimiento a seguir es enjuagar con abundante agua fría y pura, por lo menos durante 15 minutos. Sólo se recomienda consultar a un médico si la irritación persistiese aundespués del lavado.
Si se ha producido la ingestión accidental o voluntaria, se recomienda dar a beber agua e inducir el vómito sólo si la persona está consciente. Como sustanciagelizante, es posible que surjan problemas estomacales y digestivos relacionadoscon la ingesta, así como obstrucción de las vías intestinales, si no se da a beber la suficiente cantidad de agua.
En cuanto a la toxicidad crónica por ingestión, se han realizado estudios en ratas que sugieren que después de dos años de alimentación con la sustancia, no seobservaron efectos adversos.
Este es un material sólido y granulado de color blanco y sin olor perceptible. Se descompone a partir de los 150°C, no es inflamable, ni explosivo, y no polimerizaen condiciones extremas. Se recomienda mantenerlo alejado de las sustanciasoxidantes fuertes, pero es necesario mencionar que son estas últimas las que deben permanecer aisladas de cualquier otro material debido a que reaccionan violentamente y en forma exotérmica liberando energía en forma de calor.
FLOCULANTE FLOERGER 913-SH
Referirse al floculante floerger 923 SH.
PETROLEO DIESEL
El petróleo diesel es una mezcla de hidrocarburos parafínicos, oleofínicos, ciclo parafínico con nº de átomos de carbono en rango C14-C20.
No posee número CAS y su número UN 1202, clasificado como gasóleo o combustible para motores diesel o aceite mineral para caldeo ligero, de acuerdo a la NCh 382.
El contacto con este producto podría provocar irritación de la piel, ojos y tracto digestivo. Altas concentraciones (> a 25 mg/m3) como neblina son irritantes del tracto respiratorio y depresores del sistema nervioso central (SNC), hígado yriñones.
Los efectos crónicos relacionados al contacto con el producto están dados por irritaciones en la piel llegando hasta la dermatitis, pues es un agente desengrasante. No existe información respecto a condiciones de salud agravadas por el producto.
Este producto es un líquido que puede presentarse en colores que van desde amarillo claro hasta café intenso con un aroma parafínico. Se inflama a los 51,7º C y tiene como límites de inflamabilidad bajo 2.0% y alto 6.0%. Es insoluble en aguay su principal peligro es que los vapores pueden trasladarse a fuentes de ignición y encenderse con retroceso de llama.
Es estable en condiciones normales de almacenamiento y manipulación, sinembargo se recomienda mantenerlo alejados de fuentes de ignición y oxidantes fuertes.
CAL VIVA
La cal viva, óxido de calcio, se presenta como un sólido blanco grisáceo y particulado, siendo una sustancia química fuertemente alcalina y corrosiva. Sus reacciones son exotérmicas al ponerse en contacto con agua generando vapores, siendo este el más importante de los riesgos asociados. Reacciona violentamente con ácidos.
Cuando se produce sobreexposición aguda, los efectos radicales de la cal se deben a su alcalinidad. Las exposiciones a corto plazo pueden traer como consecuenciairritación a los ojos, nariz, garganta y piel.
El contacto con este producto puede provocar quemaduras intensas, también puede provocar bronquitis y neumonías pero en casos muy especiales, ya que su acciónirritante limita la exposición para que esto se produzca.
Al contacto -sin control- con agua libera importantes cantidades de calor, aumentando su volumen 2,5 veces, rompiendo los envases que la contienen ytransformándose en un polvo muy fino (bajo 200 micrómetros) que fácilmente puede ser llevado por el viento a lugares de evacuación complicada.
DESINSCRUSTANTE LIMPIADOR CHESTERTON
El Desincrustante y Limpiador Químico se compone de 32% en solución de ácido clorhídrico (70p/p a 80p/P), uno de los ácidos más fuertes de los comúnmente usados en limpiadores, no obstante no es inflamable.
El ácido ataca rápidamente las sustancias alcalinas tales como la cal, escamas y óxidos de metales y graba las superficies de concreto eliminando las manchas de la superficie. Los detergentes mantienen las partículas en suspensión para que seanlavadas fácilmente con agua.
Debido a que el producto es concentrado, puede ser diluido hasta 4 por 1 y ser usado efectivamente como el único limpiador a base de ácido que se necesita en la mayoría de las plantas industriales.
La disolución puede causar quemaduras y los vapores generan irritación en las vías respiratorias. Cualquier contacto con el producto se sugiere lavar inmediatamentecon abundante agua la zona afectada. Por lo que se recomienda usar en ambientesventilados.
NALCO DVS 4U004
NALCO DVS 4U004 es un reactivo químico que se presenta en estado líquido, de color amarillo translúcido y con aroma suave a hidrocarburos, parcialmente soluble en agua.
Sus componentes son nafta aromático pesado, con una concentración entre 30 y 60%; alquil mercaptano, entre 10 y 30%; y naftaleno, con una concentración entre0,1 y 0,5% en peso.
Entre sus componentes, los alquil mercaptanos corresponden a una serie de productos azufrados. No se especifica alguno en especial, pudiendo el alquil tenercualquier estructura y número de carbonos (metil, etil, propil, isopropil, butil, entreotros). Estos compuestos se especifican como tóxicos en la normativa chilena (NCh 2120/6), como “mercaptanos líquidos, tóxicos inflamables N.E.P, o mezcla de mercaptanos líquidos, tóxicos, inflamables N.E.P.”
El naftaleno, ya sea refinado o sin refinar, no se encuentra entre las sustancias tóxicas, sin embargo la norma NCh 382 la considera una sustancia peligrosa.
Las naftas aromáticas pesadas corresponden a los extractos aromáticos líquidos que se indican en la NCh 382 como peligrosos. No se les asigna características detoxicidad en la normativa nacional.
La mezcla de compuestos presenta vías de contacto e ingreso a través de os ojos, piel e inhalación. En contacto con los ojos causa grave irritación, pudiendo llegar adañar el tejido ocular si no se realiza limpieza inmediata.
Si se pone en contacto con la piel, causará irritación leve a moderada. Si se ingiere, puede haber irritación en el tracto gastro-intestinal. Se generan náuseas y vómitos. Si se aspira hacia el interior de los pulmones después de ingerirlo puede ocasionarneumonía. Existen posibles efectos de depresión del sistema nervioso central.
Por inhalación, los vapores, nieblas o humos generados por temperaturas elevadas o acción mecánica, pueden ser irritantes para los ojos, nariz, garganta y pulmones. Las nieblas del producto pueden causar dolor de cabeza, náusea, vómito,somnolencia, estupor o pérdida de la conciencia. Puede causar depresión del sistema nervioso central.
Ante exposiciones crónicas, el contacto frecuente o prolongado con producto puededesgrasar y secar la piel, lo que conduce a un malestar (irritación) y dermatitis. Uno de sus componentes, naftaleno es indicado como posiblemente es carcinogénico para humanos (Grupo 2B, basado en evidencia suficiente en experimentos con animales, y evidencia inadecuada en humanos).
ACEITE CORENA AS46 Referirse a aceite omala 68. ACEITE TELLUS 46 Referirse a aceite omala 68. ACEITE HYPERIA 320 Referirse a aceite omala 68. ACEITE DONAX Referirse a aceite omala 68. ACEITE 80W90 Referirse a aceite omala 68. ACEITE 85W140 Referirse a aceite omala 68. ACEITE TORCULA100 Referirse a aceite omala 68. ACEITE 15W40 Referirse a aceite omala 68. GRASA SHELL POLIMOL Referirse a grasa EP2. ACEITE OMALA 220 Referirse a aceite omala 68. ACEITE OMALA 68.
Estos productos químicos son una mezcla de aceites minerales altamente refinados y aditivos, que se presentan en estado líquido a temperatura ambiente. Tienen un color ámbar con olor característico del aceite mineral.
La exposición causa dermatitis y resecamiento de la piel.
El contacto prolongado o repetido con este producto puede ocasionar un desengrasamiento de la piel, particularmente a temperaturas elevadas. Esto puede llevar a irritación y posiblemente dermatitis, especialmente bajo condiciones de una deficiente higiene personal. Debe minimizarse el contacto con la piel.
Los aceites usados pueden contener impurezas peligrosas que se han acumulado durante su uso. La concentración de estas impurezas dependerá del uso y pueden presentarse riesgos para la salud y para el medio ambiente cuando se eliminan.
Todos los aceites usados deben manejarse con cautela y debe evitarse el contacto con la piel cuando sea posible.
MARVEL CM SOLVENTE
El disolvente MARVEL CM es una disolución cuyo principal componente en la mezcla es el 1,1,2,2-tetracloroetileno, tetracloroetileno o percloroetileno.
De apariencia y color, es un líquido incoloro, denso, de olor dulce, similar al delcloroformo. Es relativamente insoluble en agua y volátil, pero no inflamable.
El tetracloroetileno es utilizado como limpiador en seco, para el procesamiento de textiles en la fabricación de ropa y otros productos de esa industria; también esutilizado industrialmente para remover la grasa y el polvo de los metales.
La NCh 2120/6 lista a este reactivo como una Sustancia Peligrosa de clase 6: Sustancias venenosas (tóxicas) y sustancias infecciosas. De acuerdo a la NCh 382, esta se encuentra en la división 6.1: Sustancias venenosas (tóxicas).
Es una sustancia de carácter apolar, lo que indica que fácilmente penetra la piel en contacto a través de la zona de contacto, logrando de esta manera ingresar al cuerpo. Como toda sustancia apolar, su metabolismo es difícil o no existe, y sueliminación del cuerpo a través de las vías de excreción no sucede. Por lo tanto, es una sustancia acumulable y que suele alojarse en los órganos y tejidos grasos del cuerpo humano.
Sus efectos agudos, en personas expuestas a altos niveles de tetracloroetileno enforma de vapor, presentan irritación de los ojos, aturdimiento, confusión, y depresión respiratoria. Estos, generalmente, son efectos de corta duración. En casos más graves puede causar daño al sistema nervioso central
Por inhalación, puede causar vértigo y pérdida de la conciencia. Es rápidamenteabsorbido por los pulmones y puede provocar lesiones en otros órganos.
En contacto con la piel genera resecamiento, escamación y severa irritación. Puede ser absorbido por la piel, provocando intoxicación. Si se pone en contacto con losojos ocasiona irritación grave, con daño a la córnea. En cuanto a la ingestión, su toxicidad oral de bajo nivel. Si se aspira puede ser absorbido por los pulmones provocando los mismos daños de la inhalación.
Los efectos crónicos asociados en las personas expuestas en los lugares de trabajohan presentado efectos en los riñones, hígado, y sistema nervioso central. La EPA lo clasifica como un probable carcinógeno humano (grupo B2).
El consumo de alcohol antes o después de la exposición puede aumentar los efectosadversos.
El tetracloroetileno puede ser encontrado en el aire de casi cualquier lugar, especialmente en las áreas urbanas. Por ejemplo, la concentración en el aire deáreas cercanas a tintorerías puede ser 40 veces el promedio de la concentración delaire urbano (debido a su uso como limpiador de manchas aceitosas en telas). También puede estar presente en los hogares al llevar ropas o telas que lo contengan.
ACEITE BEL RAI MOLYLUBE MA 1500
Referirse a aceite omala 68.
RESINA EPOXICA
Es una Resina Epoxi o poliepóxido es un polímero termoestable que se endurece cuando se mezcla con un agente catalizador o endurecedor y se presenta como líquido viscoso de color beige. Las resinas epoxi más frecuentes son producto de una reacción entre bisfenol-a y la epiclorohidrina, el bisfenol A se obtiene de fenol y acetona. Las resinas epoxi están constituidas comúnmente de dos componentes que se mezclan previamente antes de ser usados; al mezclarse reaccionan causando la solidificación de la resina, su curado se realiza a temperatura ambiente, durante ese curado o secado se forman enlaces cruzados lo que hace que su peso molecular sea elevado.
Algunos compuestos epoxi contienen agentes irritantes y sensibilizadores muy activos, tanto para la piel como para los ojos. Puede causar sensibilización al contacto
Se encuentra dentro de la clasificación correspondiente a “sustancia líquidapotencialmente peligrosa para el medio ambiente, no especificada en otra parte”, NU.
GRASA EP1 GRASA EP2
Corresponden a grasas lubricantes, semisólidas a temperatura ambiente, con un olor característico a aceites minerales.
Los componentes son principalmente una mezcla de aceites minerales refinados, además de litio y disúlfuro de molibdeno, en el caso de SHELL POLYMOL EPX. Lasgrasas lubricantes son mezclas consistentes formadas por espesantes y aceites. Las grasas saponificadas a base de litio se distinguen por su estabilidad al agua y por la amplia zona de temperaturas de aplicación. Frecuentemente contienen inhibidoresde oxidación, productos anticorrosivos y aditivos para alta presión. Debido a sus buenas propiedades, las grasas de base litio se emplean en gran cantidad de aplicaciones de rodamientos. El aditivo disúdlfuro de molibdeno aumenta el rango superior de temperatura de trabajo, hasta 270 °C como máximo. La exposición aestas sustancias químicas causa dermatitis y resecamiento de la piel.
ANÁLISIS DE LOS RESULTADOS DEL ESTUDIO
A continuación, se expondrán las conclusiones y recomendaciones preliminares para cada una de las sustancias químicas objetos del estudio. Posteriormente, se analizarán los resultados del estudio.
ANFO
Referirse Amex.
AMEX
Debido a que en contacto con la piel puede causar quemaduras graves, los trabajadores cuya ropa haya sido contaminada por nitrato de amonio (componente principal de ANFO y AMEX), deben cambiarse inmediatamente y usar ropa limpia. Las personas que laven la ropa contaminada deben recibir información sobre los RIESGOS asociados a la exposición, debido al posible contacto dérmico o contacto con los ojos producto de la diseminación del polvo al manipular las prendas. Se recomienda por tanto, no lavar las prendas de trabajo en el hogar.
POLVO DE ALUMINIO BD 30
Debido a que esta sustancia química se presenta en forma sólida como un polvo finamente dividido, es muy probable que se impregne en las ropas de trabajo. Yaque la exposición se asocia a enfermedades crónicas, y que al ponerse en contacto con el agua libera gases, no se recomienda lavar la ropa de trabajo en el hogar.
COLECTOR AEREO 3894 PROMOTER
No existe contraindicación para que la ropa contaminada con esta sustancia química sea lavada en los hogares, debido principalmente a la baja concentración (1-3% en volumen), y a la alta volatilidad que presenta. Debido a esto, esta sustancia tiene la propiedad de evaporarse en poco tiempo desde los textiles, sin embargo esta condición debe evitarse puesto que puede causar irritación y enrojecimiento en la zona afectada, y si el contacto ocurre en gran área del cuerpo, produce taquicardia sobretodo en personas susceptibles.
COLECTOR AT 420
Este es un reactivo de baja toxicidad. No existen contraindicaciones para lavar la ropa de trabajo en el hogar, sin embargo, siendo un líquido aceitoso es posible que la ropa contaminada no pueda ser limpiada en su totalidad con agua y detergente, requiriéndose para la eliminación del producto de algún solvente apolar. Este tipo de disolventes no deben manipularse en el hogar debido a su volatilidad, toxicidad (posibles carcinógenos), bioacumulación y a que ingresan al cuerpo por inhalación y a través de la piel.
Se sugiere evaluar si es pertinente el lavado de la ropa en casa para manchas de menor extensión. Para ropas más contaminadas, optar por el lavado externo o por su eliminación definitiva.
MIBC 98
El producto MIBC 98 presenta características irritantes de consideración, pudiendo llegar a provocar casos de dermatitis crónicas dependiendo de los niveles de exposición y de las susceptibilidades individuales.
Si bien es cierto que el contacto dérmico puede tener un tratamiento inicial de lavado de las áreas afectadas con agua y jabón, se recomienda que en caso deirritación se entregue atención médica, pues pueden producirse lesiones en la piel. Por lo tanto se sugiere que el lavado de las ropas contaminadas con el producto se realice por parte de la empresa, pues no se puede establecer cuál será eltratamiento que se le dará a las ropas contaminadas en un lavado realizado en elhogar, ni las interacciones que tendrá esta ropa antes de su lavado.
Floculante Floerger 923-SH Referirse a Floculante Floerger 913-SH Floculante Floerger 913-SH
Los floculantes Floerger 923 y 913-SH son reactivos químicos de amplio uso, desde el tratamiento de aguas residuales urbanas y residuos líquidos industriales, así como también como ingrediente común de cosméticos (shampoo, bálsamos, cremas y protectores solares), entre otros.
Tal como se argumentó anteriormente, no son productos químicos peligrosos en su manejo, disposición y transporte, debido a sus características físico químicas: esestable, no polimeriza, no se inflama ni es reactivo. Tampoco genera efectos agudos ni crónicos luego de la exposición, por ninguna de las vías de ingreso (dérmica, inhalación o oral).
Industrialmente se elabora como una mezcla de acrilato de sodio y polímero deacrilamida, este último formado por acrilamida, entre otras sustancias que se sintetizan para fabricar el polímero. Cuando el producto se encuentra en estado sólido es posible que no sea tan estable como su forma gelizada, y existe laposibilidad de liberación de acrilamida, una sustancia tóxica con efectos carcinógenos.
Considerando además que la frecuencia de uso diario de los Floculantes Floerger 923 y 913 SH en las operaciones manuales de carga en la Planta de Reactivos esalta, se recomienda el lavado por parte de la Empresa. Es necesario mencionar que el floculante en cuestión promueve la impregnación no solo de floculante, sino de cualquier reactivo del ambiente de trabajo en pocas horas de exposición, por lo que un tiempo prolongado de uso, producirá una contaminación severa de la ropa.
PETRÓLEO DIESEL
El petróleo diesel no es un producto peligroso para la salud. El tratamiento para un contacto con el producto sea dérmico u ocular contempla medidas simples como el lavado con abundante agua corriente.
De acuerdo a lo anterior, se puede decir que el lavado de las ropas contaminadasen el hogar, no constituye un riesgo para quienes las manipulen.
CAL VIVA
Las vías de ingreso son principalmente la dérmica y la inhalación. En particular esta última podría suceder al manipular y lavar la ropa de trabajo en el hogar.
En contacto con la ropa de trabajo, este material puede destruir los hilados de latela, sobre todo si esta no es apta para la manipulación de sustancias corrosivas. Al ponerse en contacto con la humedad natural de la piel y mucosas, y con el sudor del cuerpo, causa quemaduras graves y ulceraciones de los tejidos, irritación y dermatitis en casos menos graves.
El material particulado suspendido en el aire tiene como efectos crónicos desordenes digestivos, dermatitis, ulceraciones y perforación del tabique nasal, se han encontrado opacidades cornéales por quemadura cornéales no tratadasoportunamente
Es indispensable evitar que este material se disipe en el aire mediante buenas prácticas de manipulación, y reforzar esta medida de ser necesario utilizando extracción mecánica.
Cuando se ha puesto en contacto con la ropa de trabajo, este material debe sacudirse de esta cuidadosamente, luego de haber cubierto ojos y vías respiratorias debidamente. El riesgo de llevar la ropa contaminada al hogar radica en que elmaterial puede volverse a dispersar en el momento de manipular la prenda pararealizar el lavado, generando los efectos anteriormente nombrados sobre los ojos, mucosas de la nariz y tracto respiratorio, y piel.
En terreno se pudo constatar que la ropa de trabajo se encuentra contaminada auncuando lleva poco tiempo de uso, y que los trabajadores presentan dermatitis debido al contacto con esta sustancia. Se recomienda por lo tanto no realizar el lavado de ropa en el hogar.
DESINSCRUSTANTE LIMPIADOR CHESTERTON
Con relación al aspecto ambiental se considera como una sustancia 96% biodegradable, es por esto que el agua residual de lavado de la ropa con esta sustancia al ser desechada no generaría mayor impacto en el ambiente.
La sustancia no es mayormente peligrosa ya que se encuentra en un 32% de solución, por otra parte el contacto es indirecto. No representa un peligro lavar laropa fuera de la empresa.
NALCO DVS 4U004
Los componentes de este reactivo químico, naftaleno, nafta aromática pesada y alquil mercaptano, son peligrosos. Este último se señala además como tóxico en la
NCh 2120/6. El naftaleno, aunque se encuentra en menor proporción es una sustancia carcinógena.
Debido a que contiene más de un 73% de carbono volátil las ropas contaminadas con el reactivo presentarán riesgo de irritación a la piel, para luego volatilizarse ydispersarse en el aire. Existiría riesgo de contaminar a personas externas a la faena si estas ropas son llevadas a lavarse en los hogares.
ACEITE CORENA AS46 Referirse a aceite omala 68. ACEITE TELLUS 46 Referirse a aceite omala 68. ACEITE HYPERIA 320 Referirse a aceite omala 68. ACEITE DONAX Referirse a aceite omala 68. ACEITE 80W90 Referirse a aceite omala 68. ACEITE 85W140 Referirse a aceite omala 68. ACEITE TORCULA100 Referirse a aceite omala 68. ACEITE 15W40 Referirse a aceite omala 68. GRASA SHELL POLIMOL Referirse a grasa EP2. ACEITE OMALA 220 Referirse a aceite omala 68.
ACEITE OMALA 68.
En contacto con las telas, las grasas y aceites en general se impregnan en los tejidos, siendo muy difíciles de remover mediante lavado simple con agua y detergente. Para retirar estos materiales sería necesario utilizar algún solvente químico apolar (por ejemplo, MEK), el cuál debido a su baja polaridad es capaz de penetrar profundamente las fibras disolviendo las grasas y evaporándose en forma posterior debido a su volatilidad. No es recomendable que este tipo de disolventes orgánicos sean manipulados en el hogar, debido a su volatilidad, toxicidad, potencial bioacumulación y a que también ingresan por la piel, hecho que se potencia cuando se restriega la prenda. Debido a estas consideraciones, se recomienda lavar la ropa de trabajo fuera del hogar.
MARVEL CM SOLVENTE
Esta sustancia química es reconocida internacionalmente por sus posibles efectos carcinógenos y por su capacidad irritante. El uso de este reactivo en los ambientes laborales genera una percepción negativa en los trabajadores que la manipulan, así como en los que no estando en contacto directo, se desempeñan en el mismo ambiente. Debido a la impregnación de las telas, no se recomienda llevar la ropa de trabajo contaminada al hogar para su lavado.
ACEITE BEL RAI MOLYLUBE MA 1500 Aceite Omala 68.
RESINA EPOXICA
Las resinas epóxicas en general presentan riesgos durante su manipulación y utilización hasta la etapa de curado, para posteriormente transformarse en una sustancia relativamente inerte y estable. Al contaminar la ropa es muy probable que en poco tiempo se produzca el endurecimiento del material, no representando entonces mayores riesgos, sin embargo, debido a que este endurecimiento de la tela alterará el nivel de protección que la ropa ofrece al trabajador, se recomienda desechar ropa de trabajo contaminada y endurecida con la resina.
GRASA EP1 Referirse a Aceite Omala 68. GRASA EP2 Referirse a Aceite Omala 68.
Tabla 4 – Resumen de sustancias analizadas.
CONCLUSIONES
Basados en el análisis sistemático del material proporcionado, así como información adicional solicitada, hemos llegado a las siguientes conclusiones:
De las sustancias objetos del estudio en las áreas de mina subterránea y concentrador, sólo resulta ser tóxica de acuerdo a la normativa chilena (NCh 2120/6) el solvente industrial MARVEL debido a que contiene percloroetileno (tetracloroetileno). Esta sustancia es volátil, ingresa por inhalación de sus vapores así como a través de la piel. Debido a que es un solvente apolar, se bioacumula en los tejidos y órganos grasos del cuerpo, con poca o nula capacidad para ser eliminada del organismo. Tiene efectos carcinógenos, entre otros.
Los reactivos de flotación, Floerger SH 923 Y 913, de acuerdo a su número NU, son una mezcla de polímero de acrilamida y acrilato de sodio. Ambos compuestos químicos no son peligrosos ni tóxicos, una vez que se ha formado el gel. Sin embargo, los componentes que se utilizan para formar el polímero de acrilamida o poliacrilamida: acrilamida, persulfato de amonio y NN´Metilen – Bis Acrilamida, si lo son por separado, en especial la acrilamida (NCh 2120/6). Por esta razón se consideró a los reactivos Floerger como tóxicos cuando se encuentran en estado sólido, ante la eventualidad de que pudiesen descomponerse.
El resto de las sustancias no son tóxicas, siendo la mayoría declaradas como peligrosas (NCh 382). La mayor parte de estas causan algún tipo de irritación o existe evidencia de que se diseminarán en el hogar al manipular la ropa.
Existe un grupo de sustancias mayormente utilizadas como aceites y grasas lubricantes, de las que no es posible eliminar manchas desde la ropa sin el uso de solventes aromáticos apolares, reconocidos por ser tóxicos. Sin serlo las sustancias del proceso, si lo serán los productos necesarios para su limpieza en los tejidos.
Otro aspecto relevante lo constituye el manejo de las sustancias en cada una las plantas estudiadas. En terreno se pudo constatar que existen reactivos diseminados en las áreas de trabajo, lo que evidencia que contaminan las ropas incluso de aquellos trabajadores que no manipulan directamente las sustancias.
Las operaciones realizadas tanto en la Planta de reactivos como en la planta de flotación, Nivel 16 y nivel 17 requieren del uso y manejo de las sustancias anteriormente especificadas por lo que se hace necesario el lavado de la ropa de trabajo de los individuos expuestos a estas sustancias en la empresa, según loestablece el decreto 594. Tal como lo realiza la empresa encarga de la limpieza Central Restaurantes a través de una empresa especializada en el lavado industrial de ropa de trabajo o bien recoger la experiencia que tiene el nivel 16 de mantención mecánica en cuanto al lavado de ropa. (dispone de 2 lavadoras y 2 secadoras para dicho efecto.)
Como conclusión final, dado que existen algunas sustancias tóxicas, tales como floculantes con contenido de Acrilamida, Explosivos y Cal altamente irritantes y combustibles y lubricantes que requieren técnicas de lavado especiales, se recomienda el lavado de ropa de los trabajadores que manipulan específicamente estas sustancias.
BIBLIOGRAFIA
[1] http://www.e-seia.cl/archivos/Plan_Manejo_Adenda.doc Octubre 2009.
[2] Hoja de datos de seguridad de Materiales. Floculante Floeger 923-SH. División Chuquicamata. Codelco. 2008
[3] Hoja de datos de seguridad de Materiales. Petróleo diesel. YPF Petrans.
[4] Hoja de Datos de Seguridad de Materiales. Metil Isobutil Carbinol. Oxiquim S.A. 2008.
[5] Fichas Internacionales de Seguridad Química. Instituto Nacional de Seguridad e Higiene en el Trabajo INSHT. www.mtas.es/insht
[6] Hojas de datos de seguridad del acido Clorhídrico http://www.cisproquim.org.co/HOJAS_SEGURIDAD/Acido_clorhidrico.pdf Septiembre 2009
[7] Desinscrustante y limpiador químico 356.
http://www.chesterton.com/Product%20Documents/TPD/Product%20Datasheets/td cl346_ES.pdf Septiembre 2009
[8] Hojas de datos de seguridad del acido Clorhídrico 32%. https://www.e-
seia.cl/archivos/3be_Acido_Clorhidrico_32_.pdf Septiembre 2009
[9] Hojas de datos de seguridad NITRATO DE AMONIO
[10] Hoja de datos de seguridad AMEX, Orica Mining Services [11] Hojas de datos de seguridad BD 30, METALBRAS LTDA.
[12] Hojas de datos de seguridad COLECTOR AERO 3894 PROMOTER, CYTEC. [13] Hojas de datos de seguridad BD 30
[14] Hojas de datos de seguridad COLECTOR AT-420, CODELCO, 2005 [15] Hojas de datos de seguridad ESPUMANTE MX 2410
[16] Hojas de datos de seguridad FLOCULANTE FLOERGER SH-913, CODELCO, 2006
[17] Hojas de datos de seguridad CAL VIVA, Minera LBE Chile Limitada, 2005.
[18] Hojas de datos de seguridad NALCO DVS4U004, Nalco Industrial Services Chile Ltda.
[19] Hojas de datos de seguridad Aceite Corena AS 46 957221, Shell Chile S.A.C. e I, 2005.
[20] Hojas de datos de seguridad CAL VIVA
[21] Hojas de datos de seguridad Aceite Tellus 46, Shell Chile S.A.C. e I, 2005. [22] Hojas de datos de seguridad Aceite Hiperia S 320, Shell Chile S.A.C. e I,2005.
[23] Hojas de datos de seguridad Aceite Donax TC 30, Shell Chile S.A.C. e I, 2005. [24] Hojas de datos de seguridad Aceite Spirax A 80W90, Shell Chile S.A.C. e I,2005.
[25] Hojas de datos de seguridad Aceite Spirax Aceite Spirax 85W 140 LS, Shell Chile S.A.C. e I, 2005.
[26] Hojas de datos de seguridad Aceite Torcula 100, Shell Chile S.A.C. e I, 2005. [27] Hojas de datos de seguridad Aceite Rimula Super 15W40, Shell Chile S.A.C. e
I, 2005.
[28] Hojas de datos de seguridad GRASA SHELL POLYMOL , Shell Chile S.A.C. e I, 2006.
[29] Hojas de datos de seguridad Aceite SHELL OMALA 220, Shell Chile, Ltda., 2005.
[30] Hojas de datos de seguridad Aceite SHELL OMALA 68, Shell Chile, Ltda., 2005 [31] Hojas de datos de seguridad SOLVENTE MARVEL, MARVELKLEEN S.A, 2005.
[32] Hojas de datos de seguridad BEL-RAY MOLILUBE, Bel Ray Company, 2005. [33] Ficha de datos de seguridad RESINA EPOXICA ARALDIT, CODELCO, 2005. [34] Hojas de datos de seguridad GRASA EP1, Bel Ray Company, 2005.
[35] Hojas de datos de seguridad GRASA EP2, Bel Ray Company, 2005.