





The use of chemicals is a common practice in all economic activities, covering a range of actors involved in the supply chain, manufacturers and / or importers and downstream users, accompanying all stages of the chemical life cycle. [1] For this reason, it has become imperative to create and update legislation in order to protect human health and the environment against the risks that may arise from the use of chemicals, especially those that are dangerous under certain conditions.
In this sense, the European Community defined restrictions on the use of hazardous substances introducing adjusted legal frameworks, such as: ELV (End of Life Vehicle), which regulates the use of components used in automobile industry since July 2003; RoHS (Restriction of Hazardous Substances); the WEEE directive (Waste of Electrical and Electronic Equipment) and REACH (Registration, Evaluation, Authorization and Restriction of Chemicals), which regulates all chemical substances used in the European Community. [2]
Regulation (EC) No 1907/2006 of the European Parliament and of the Council [1] of 18 December 2006, commonly referred to as REACH Regulation, strengthens the existing legislation, aiming the protection of human health and the environment, partially by promoting the development of alternative methods of assessing hazards of substances and ensuring the free movement of substances in the internal market while enhancing competitiveness and innovation.
The achievement of its objectives is based on four pillars regulated by REACH:
- Registration of chemical substances.
- Evaluation of registration dossiers and substances.
- Authorization and possibilities for substitution of substances of very high concern (SVHC).
- Restrictions on manufacture, marketing and use of certain substances.
Chromium (VI) trioxide is a substance classified as SVHC, due to its intrinsic characteristics, as it is classified as carcinogen category 1A (H350: “May cause cancer”) and mutagen category 1B (H340: “May cause genetic defects”), and it is also listed in Annex XIV of REACH Regulation since April 2013 [3] (list of substances subject to authorization). This substance was given a discontinuation period of manufacture and use (expired on 21 September 2017), except for organizations that requested authorization to extend this deadline, due to the inexistence of technically and / or economically viable alternatives. Therefore, companies must start preparing this replacement in their production process.
It should be noted that in 2011 the European Chemicals Agency (ECHA) [4] submitted to the European Commission a recommendation for thirteen SVHCs that should not be used without authorization.
Such substances, including chromium trioxide (chromium VI), are classified because of their carcinogenicity, mutagenicity or toxic effects on reproduction (or a combination of those). In addition, these substances are used in applications with potential worker exposure.
The purpose of this article is to present a practical case regarding the replacement of chromium VI for trivalent chromium in the chromium treatment process of a metalworking industry, trying to identify obstacles, benefits, challenges and achievements in this process. This replacement process began in September 2018 and is expected to be completed in July 2019, when treatment baths of chromium VI will be excluded from the surface treatment line.
The productive process of the company under study consists in the manufacture of metallic components for domestic articles. To guarantee the quality of the final product it is mandatory to perform a surface treatment by electroplating (figure 1). This treatment aims the protection of the base metal of the piece by a metallic film, ensuring the resistance to corrosion and giving it the desired final finish: chromium, copper or gold.
.jpg)
Figure 1 - Chroming line.
The data collection for the present study was carried out based on:
- Visits to the company.
- Meetings and interviews with stakeholders and partners.
- Collection of data regarding the use and operating conditions of chromium VI.
- Analysis of information about the resources needs to change the production process of chromium (migration to trivalent chromium).
Based on this data, a method was defined to guarantee the accomplishment of the study:
- Definition of a schedule of actions to ensure the technical viability of the project (list of process steps with: definition of metal finishing requirements and approval of test samples; modification of the surface treatment line; training on the new process for the line and laboratory operators).
- Conduction of an economic study to determine the costs of implementing the technology (modification of surface treatment tanks, piping, equipment and accessories, as well as the management of waste from the dismantling, construction work, purchase of chemical products and maintenance of new baths).
- Comparative study, in order to verify the impact on the productive, economic, environmental and occupational safety and health of the replacement (trivalent chromium) compared to the initial situation (chromium VI).
After applying the previously described methodology, the expected results were obtained in this phase of the project:
- Chromium bath classification (before and after the change).
- Chromium line operating sequence.
- Replacement of chromium VI by trivalent.
- Comparison of results with Cr VI and Cr III.
Chromium bath classification and limit of occupational exposure to the chemical agent under study
Current situation (see table 1):

Future situation (see table 2):

Sequence of the current chromium line
The chromium line currently installed in the company has the sequence described in Figure 2.
The planned changes with the implementation of the project under study are marked in green.

Figure 2 – Chromium line. [5]
Replacement process
The replacement of chromium VI with trivalent chromium began in September 2018.
Due to the impact that the change imposes on the final product of the company, the following relevant aspects were analyzed:
- Ensure minimum stocks of chromium products for market response when the surface treatment line is stopped.
- Define the requirements and tests to be performed on parts for final approval.
- Approve samples and carry out tests in an industrial context. A pilot bath was installed in the company to perform the necessary tests (Figure 3).
- Confirm and approve the suitability of the parameters of the trivalent chromium bath (color and resistance to corrosion).
- Select the passivator to apply after the trivalent chromium bath.

Figure 3 – Pilot bath.
The next step was defined as the implementation of chromium replacement.
This implementation is taking place in two phases, in order to keep the two chromium solutions during the period of adjustment and process optimization.
Phase 1
- Construction of the tank for trivalent bath, according to specified characteristics. Note the following changes on the to the version with chromium VI: the anodes will be graphite instead of lead; given the characteristics of the associated gaseous emissions, the exhaustion of this process will be linked to the general exhaustion of the surface treatment line, with a gas scrubber as end-of-pipe equipment; this bath will need to have an associated equipment for continuous purification of the bath, since it is more sensitive to contaminations of metals by drag.
- Adaptation of the software used for the chromium line.
- Elimination of one of the tanks of chromium VI, keeping the other available in the line. The chromium VI bath and respective tank were sent for external treatment to a licensed operator.



Figure 4 – Disposal of a bath tub from the chromium plating.
- Adapting an existing tank to receive an electrolytic bath (passivation bath after deposition of trivalent chromium). The tank will be coated with PVDF (polyvinylidene fluoride, with remarkable chemical resistance).
Phase 2
After stabilizing the productive process with trivalent chromium, scheduled for July 2019, chromium VI will be excluded from the chromium line.
Comparison of results obtained
Chromium VI technology is known for being a simple and economical method, which gives the coating a high level of hardness together with good resistance to wear and corrosion. Due to the need to acquire resources and implement new practices and procedures, the maintenance of baths with trivalent chromium (bath and more expensive additives) represents a cost per m2 of surface treated higher than the bath with chromium VI. In the implementation phase it is not possible to estimate this cost.
Table 3 shows the comparison between the two technologies in the most relevant and possible aspects of obtaining data.
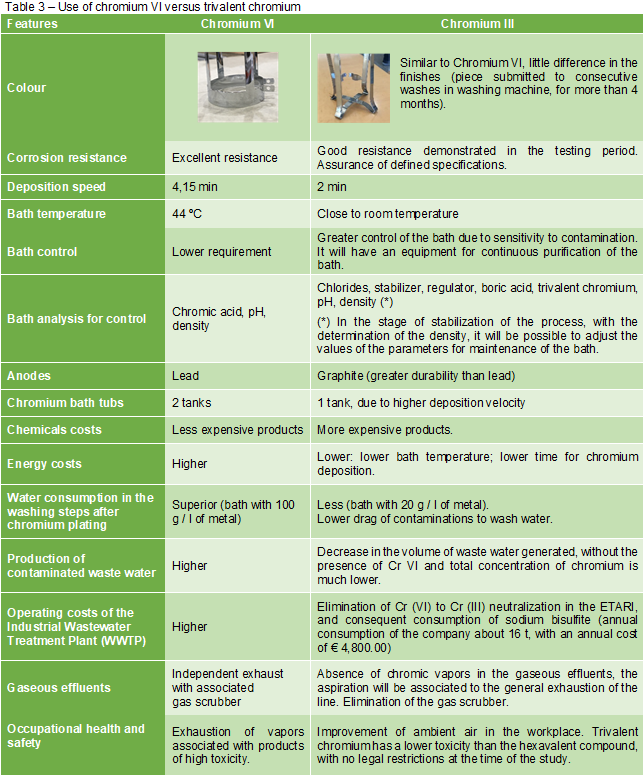
The company invested around € 300,000.00 in the whole project, in the adaptation of the process lines, in the modification of tanks, pipes, among other equipment and services. It should also be noted that the management of chromium VI waste should reach up to € 5,100.00.
The analysis of the results obtained showed the following [6]:
- Replacement of chromium VI (SVHC) for a less harmful substance ensures compliance with legislation, as set out in the REACH Regulation.
- Regarding economic issues, it has been found that the new process has characteristics which may lead to an increase in the production capacity of chromium plating; reduction of costs related to systems for the treatment of gaseous emissions into the atmosphere; reduction in the consumption of washing water after chromium plating, leading to a decrease in the volume of waste water produced and consequently a decrease in the amount of chemicals used in the WWTP (elimination of the neutralization operation of chromium VI to trivalent chromium in the WWTP); reduction of energy consumption (lower bath temperature and lower chromium deposition time). However, it has also been found that the replacement implies an investment that could financially compromise the viability of the project in certain companies that will have the same need.
- From the environmental point of view, this project represents significant benefits: energy saving; reduction of water consumption; ease of treatment for liquid and gaseous effluents due to the production of effluents less hazardous to the environment; less consumption of chemicals in the WWTP.
- Regarding occupational safety and health, the use of trivalent chromium instead of chromium VI promotes better atmosphere in the workplace, eliminating the carcinogenic potential of vapors formed from the baths, with an impact on the reduction of occupational health problems related to the storage and use of chromium VI.
The process of replacing chromium VI for trivalent chromium presents a challenge for companies, especially regarding the adaptation of surface treatment lines to the new operating sequence, with adjustment of the automatic programming software, as well as economic costs involved.
Although this change has been triggered by a legal obligation, which requires SVHC to be replaced by less hazardous alternative substances or technologies, the benefits of this process, both from the environmental point of view and the protection of workers, are acknowledged. On the other hand, after the stabilization phase of the production process and acceptance of the product with new finishing by the market, productivity advantages are observed, as well as cost reduction in this activity. This change will have a positive impact on the competitiveness of companies, as the use of chromium VI is banned in the European Community, except for situations authorized by ECHA, which in the medium / long term will no longer exist.
Finally, it should be noted the limitations associated with this study, as a result of the project is still in the implementation phase, making it impossible to quantify some relevant parameters.
This limitation provides an opportunity for future studies related to the quantitative analysis of the benefits of replacing chromium VI for trivalent chromium in chromium plating.
“Success is the sum of small efforts, repeated day in and day.”
Robert Collier
We would like to thank the organization whose data were the base for this paper and express our appreciation for the commitment of the employees involved.
[1] Bos, A. Cromo Trivalente como alternativa ao Cromo Hexavalente decorativo: uma promessa ou uma realidade? Tratamento de Superfície - nº 178 (2013). Accessed in http://www.icz.org.br/noticias-detalhes.php?cod=4250, on March 2019.
[2] Regulation (EC) No 1907/2006 of the European Parliament and of the Council of 18 December 2006 concerning the Registration, Evaluation, Authorization and Restriction of Chemicals.
[3] Commission Regulation (EU) No 348/2013 of 17 April 2013 amending Annex XIV to Regulation (EC) No 1907/2006 of the European Parliament and of the Council on the Registration, Evaluation, Authorization and Restriction of Chemicals (REACH).
[4] Third recommendation concerning ANNEX XIV. Accessed in http://echa.europa.eu/web/guest/addressing-chemicals-of-concern/authorisation/recommendation-for-inclusion-in-the-authorisation-list/previous-recommendations/3rd-recommendation, on March 2019.
[5] INETI, Guia técnico Sector dos Tratamentos de Superfície, elaborado no âmbito do Plano Nacional de Prevenção de Resíduos Industriais (PNAPRI) (2000).
[6] CETESB, Produção mais limpa – casos de sucesso: Substituição de cromo hexavalante por cromo trivalente (2004).
Papers relacionados





